0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>振业观点 >>注塑模具上模『码模力』的估算方法
注塑模具上模『码模力』的估算方法
注塑生产,模具上模时对码模螺丝施加多大的力?这是个问题,力度大了,会损耗设备的码模螺牙和码模螺丝牙。小了,模具可能会掉下来。那么到底多少力度好呢?本文给出了计算公式。

1、估算依据
(1)模具因受码仔压力作用贴合在机板上,而码模螺丝则因外力作用下拧紧产生拉力(Qp)作用于码仔上,在码仔与模板,以及模板与定位机板上产生静摩擦力F来克服模具自重产生的向下的作用力(G);
(2)要使模具不产生向下滑移,则要求F∑≧Ks "G…(1)
假设各个码模螺丝所需的预紧力均为Qp,螺丝压在码仔中部位置,螺丝数目为4个,考虑有时单边落模安全起见则:
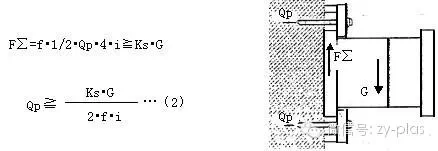
式中:f-接合面间摩擦系数(0.10~0.16)
i-接合面(图中为i=2)
Ks-防滑系数(Ks=1.1~1.3)
Qp-螺丝所需的预紧力。
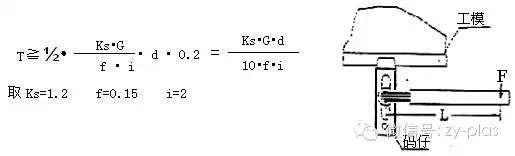
(3)根据计算得知,作用在螺丝上的力矩T和螺丝的预紧力Qp(拉力)有如下关系:
T≈Qp "d …(3) 式中:T-作用在螺丝上的力矩 d-螺丝直径
由(2)、(2)式整理得:
则:T≧0.4 "G "d …
(4) 而T = F " L F≧0.4 "G "d/L
式中:L-水喉通(即套筒)的有效长度;
G-模具自重;
d-码模螺丝直径;
F-垂直作用在套筒上的力。
2、估算公式
Fmin=0.4 G "d/L,一般d为定值,有三种规格:M16、M20、M24;根据不同长度的水喉通,以及不同重量的模具可粗略估算出需施加的最小码模力。(附表)注:表中F为垂直作用在套筒上的最小力度,L为水喉通长度,G为模具重量。
① 当用M16螺丝时(220T以下机台):(F单位:Kg)
Fmin G(kg)
L(cm)
200
400
600
800
1000
20
6.4
12.8
19.2
25.6
32.0
25
5.1
10.2
15.3
20.4
25.5
30
4.3
8.6
12.9
17.2
21.5
35
3.7
7.4
11.1
14.8
18.5
40
3.2
6.4
9.6
12.8
16.0
45
2.8
5.6
8.4
11.2
14.0
50
2.56
5.22
7.68
10.24
12.8
备注:据统计220T及以下吨位啤机,一般所啤模具重量在800kg以下。
② 当用M20螺丝时(265以上吨位机台):(F单位:Kg)
Fmin (kg)
L(cm)
500
1000
1500
2000
40
10
20
30
40
45
8.9
17.9
26.7
35.6
50
8
16
24
32
55
7.3
14.5
21.8
29.1
60
6.7
13.4
20.1
26.8
③ 当用M24螺丝时(850吨位机台专用):(F单位:Kg)
Fmin G(kg)
L(cm)
1000
1500
2000
2500
50
19.2
28.8
38.6
48
60
16
24
32
40
70
13.7
20.5
27.6
34.2
80
12
18
24
30
3、最大码模具力度校核
一般螺丝、机板用的材料为A3,强度级别为4.6,由资料可查得螺丝的屈服强度σs=240Mpa,安全系数为S=1.5,螺丝孔材料的许用应力:
可求得:Tmax=[σ] " π/4 "d2 "0.2
当[σ]= 160Mpa,作用在螺丝上的最大力矩如下表:
d(cm)
Tmax(kg.cm)
L(cm)×Fmax(kg)
16(M16)
1000
30×33
20(M20)
1560
40×40
24(M24)
2250
55×40
备注:正常人的最大臂力在35~40kg左右。
4、结论
(1)为了防止螺丝受力矩过大,我们可限制套筒长度;
M12螺丝 适宜用L=20~25CM
M16螺丝 适宜用L=25~30CM
M20螺丝 适宜用L=40~45CM
M24螺丝 适宜用L=50~55CM
(2)螺丝牙旋入深度H=1.5d,约12个螺牙深度已足够,但必须超过9个螺牙深度,如果机板螺牙有摩损,则需相应打深点;
(3)需定期检查螺丝牙及螺纹孔有无变形、损伤,及时更换和维修,螺纹孔内要定期清理内面的铁屎杂质,在无大载荷下螺丝可以轻松放入足够深度;
(4)根据每个人臂力(平均可进行测试)的不同,可控制施加力度;平时在上模时为防止码仔不紧模具,而取用整个身体的重量来作用于套筒上的方法是不可取的。
by 振业注塑汇