
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>【振业注塑】注塑模具顶出系统设计方法,收藏备用!
【振业注塑】注塑模具顶出系统设计方法,收藏备用!
振业注塑汇国内专注注塑业咨询服务公司,致力于注塑业的降本增效
专注注塑工厂降本增效改善:杨建宏
产品完成一个成形周期后开模,产品会包裹在模具的一边,必须将其从模具上取下来。此工作必须由顶出系统来完成,它是整套模具结构中重要组成部分。一般由顶出、复位和顶出导向等三部分组成。
一、顶出系统的设计原则
顶出系统形式多种多样,它与产品的形状、结构和塑料性能有关,一般有顶杆、顶管、推板、顶出块、气压复合式顶出等。
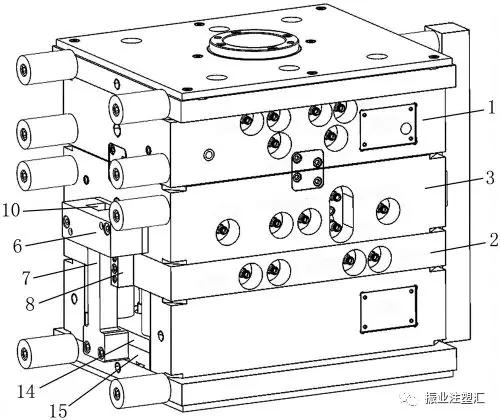
图8.1 顶出系统结构图
顶出系统的结构图,如图8.1。其设计原则如下:
二、顶出类型的选用原则
注塑模结构中,顶出机构设计的好坏直接影响到塑料成品的质量,如果设计得不好,塑件会产生一系列缺陷,如:塑件的翘曲变形、裂纹和顶白现象等。
顶出类型的确定是顶出设计中最为重要的一个环节,根据顶出力和脱模阻力来进行顶杆类型、数量和顶出位置的优化设计。
(1) 顶杆
顶杆是顶出机构中最简单最常见的一种形式。因其制造加工和修配方便,顶出效果好,在生产中应用最广泛。但圆形顶出面积相对较小,易产生应力集中,顶穿产品,产品变形等不良。
在脱模斜度小、阻力大等管形箱形产品中,尽量避免使用。当顶杆较细长时,一般设置成台阶形的顶针以加强刚度,避免弯曲和折断[29]。顶杆结构,如图8.2、8.3、8.4。

图8.4台阶圆顶结构图
(2) 顶管
顶管又叫司筒或司筒针,它适用于环形、筒形或带中心孔的产品。它顶出是全周接触受力均匀,不会使产品变形,也不易留下明显顶出痕迹,可提高产品同心度。但对于周边肉厚、较薄的产品避免使用,以免加工困难和强度减弱造成损坏。
(3) 推板
推板适用于各种容器、箱形、筒形和细长带中心孔的薄件产品。它顶出平稳、均匀,顶出力大,不留顶出痕迹。一般会有固定连接,以免生产中或脱模时将推板推落,但只要导柱足够长,严格控制脱模行程,推板也可不固定。

我们为注塑企业,提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!

--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581
振业注塑汇海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!
