
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 服务动态 >>家电行业 >>外壳生产周期过长案例分析【振业注塑】---第73期
外壳生产周期过长案例分析【振业注塑】---第73期
产品信息:
品名:外壳底座;行业:家电
材料:ABS
模穴数:1*1.制品重量:180g



1、注塑成型周期为66.4秒,当加快成型周期后,柱位变形严重。
2、当加快成型周期后,槽位变形严重。
3、前模运水组数过少,连接的水管直径为6mm, 进水量过少和冷却严重不足。
4、后模运水只接一组运水,冷却不充分
5、冻水机温度显示有异常,但水温有18度左右
6、模具冷却系统散热不佳,冷却不充分造成的主要原因.
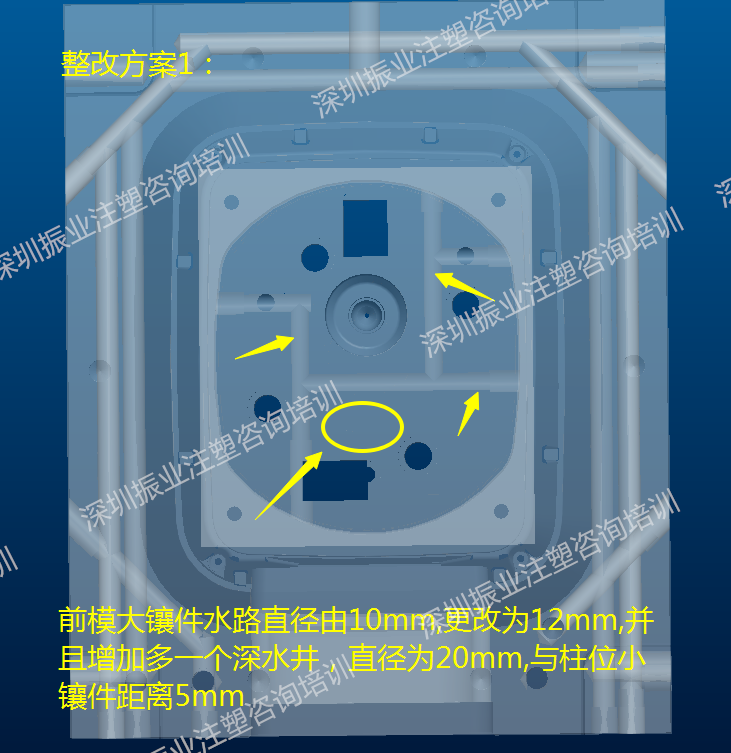
1、前模大镶件水路由10MM,更改为12MM,并且增加多一个深水井,直径为20MM,与柱位小镶件距离5MM;
2、前模镶件中的柱位小镶件和镶针全部更换为玻铜材质;
3、前模三组水路由10MM,更改为12MM,并且每组水路单独连接排水;
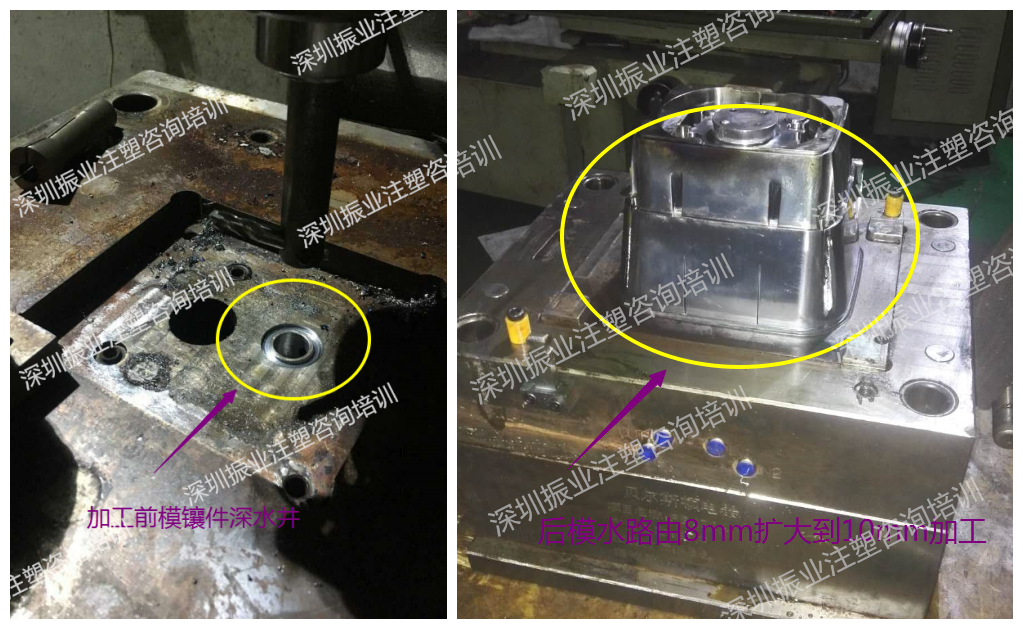
4、后模与框架水路直径由8MM,更改为12MM;
5、后模镶件四个深水井由16MM,更改为12MM;
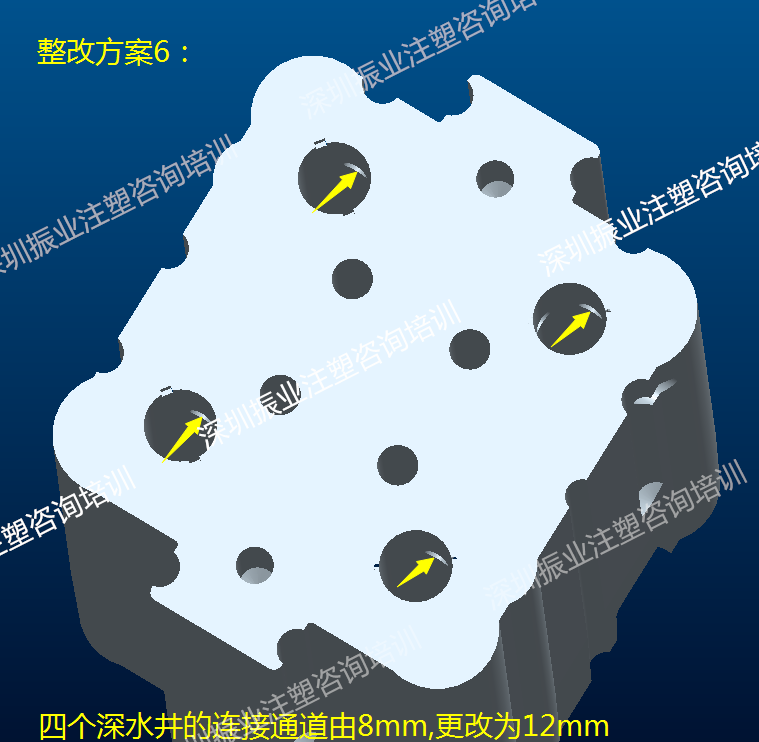
6、四个深水井的连接通道由8MM,更改为12MM;
成型周期有原来66.4秒,改善后周期57.8秒,提升了8.6秒;效率提升了12.9%;
本文由振业注塑咨询培训原创文章,转发请备注来源!
