
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>振业观点 >>【振业注塑】教你如何清洗注塑机的螺杆及料筒
【振业注塑】教你如何清洗注塑机的螺杆及料筒
在我们注塑过程中,相信大家会对螺杆及料筒的清洗都有头疼的时候吧,今天振业小编来个实在的文章,教教大家如何去清洗拆除我们的螺杆及料筒。如果你觉得好,请分享给你的朋友,让跟多人受益哦!(振业注塑咨询一路陪你前行!)
在注塑过程中,必要时,需要拆下螺杆,定期的清洗并对其进行检测。
下面我们先来说说有关螺杆和加热筒的拆除程序。
拆卸时,除了各种工具外,应准备的材料如下:
1. 4、5块木棒(直径<螺杆直径)×(长度<注塑行程);
2. 4、5个木块(正方形,100毫米×100毫米×300毫米);
3. 一把钳子;
4. 废棉布;
5. 一根长木棒或竹棍(直径<螺杆直径)×(长度>加热筒长度);
6. 不可燃溶剂,如三氯乙烯;
7. 黄铜棒和黄铜刷子。
被拆除的螺杆,应放置在木块上,以防损坏螺杆。
一、螺杆清洗
将螺杆头拆开,以下如图所示。
1.用废棉布擦试螺杆主体,可除去大部分树脂状沉淀物;
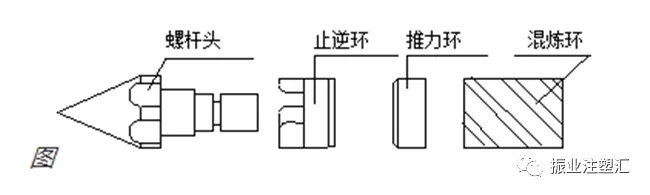
2.用黄铜刷除去树脂的残留物,或者用一个燃烧器等加热螺杆,再用废棉布或黄铜刷清除其上的沉淀物。
3.用同样方法清洗螺杆头,止逆环、推力环和混炼环,用黄铜刷清刷。
4.螺杆冷却后,用不易燃溶液擦去所有的油迹。
注意清洗时,不要磨伤零件的表面;在安装螺杆头前,先在螺纹处均匀地涂上一层二硫化钼润滑酯或硅油,以防止螺纹咬死。
二、料筒清洗
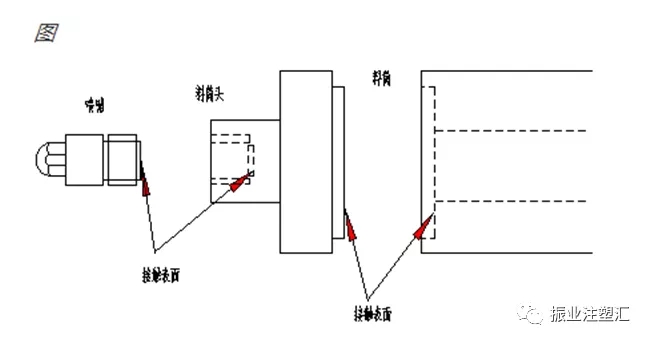
料筒清洗,先拆下喷嘴头、料筒头以下如图所示。
1.用黄铜刷,清除粘附在料筒内表面的残留物。
2.用废棉布包在木棒或长竹子的端面,清洗筒体的内表面,在清洗过程中,应将清洗的废棉布作若干次更换。
3.还要清洗料筒和喷嘴,特别与它们相配合的接触表面,小心将其擦伤导致树脂泄漏。
4.使料筒的温度下降到30~50℃以后,用溶剂润湿废棉布用上述方式,清洗筒体内表面。
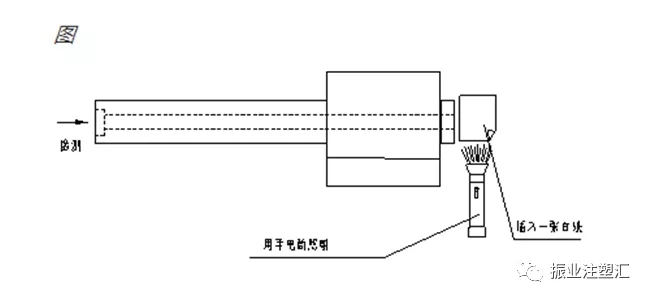
5.检测筒体的内表面,并应确保其是干净,检查方法如图11-8所示。
三、安装
1.螺杆头的安装
第一:将螺杆平放在等高的两块木块上,在键槽部套上操作手柄。
第二:在螺杆头的螺纹处均匀地涂上一层二硫化钼润滑脂或硅油。
第三:将擦干净的止逆环、推力环、混炼环(有的机器没有),依次套入螺杆头。
第四:用螺杆头专用板手,套住螺杆头,反方向旋紧,完成塑化组件装配。
2.料筒头、喷嘴的安装
第一: 用吊车吊平塑化组件,仔细擦干净。
第二:将塑化组件缓慢的推入料筒中,螺杆头朝外。
第三:将料筒头上穿螺钉的光孔与料筒上的螺孔对齐,止口对正,用铜棒轻敲,使配合平面贴紧。
第四:拧紧料筒头螺栓,装好料筒头螺栓。
第五:将喷嘴螺纹处均匀地涂上一层二硫化钼润滑脂或硅油。
第六:将喷嘴均匀地拧入料筒头的螺孔中,使接触表面贴紧。
将料筒头螺栓拧紧到合适的扭矩值,要等料筒、料筒头及其螺栓达到温度补偿的相同值。
好了,今天我们就分享到这,希望以上的内容对大家有所帮助,如果还有更好的清理方法,欢迎各位前来一起讨论。我们明天再见!
振业注塑咨询,针对注塑企业在发展不同阶段存在的管理痛点提供定制化的咨询服务和解决方案,从诊断开始——方案策划——方案实施——项目后服务一站式解决企业所存在的问题。

往 · 期 · 精 · 选
(点击下方题目即可阅读)
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581

振业注塑汇
海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!
