0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>基于正交试验法的注塑工艺多目标优化设计(杨氏注塑法)
基于正交试验法的注塑工艺多目标优化设计(杨氏注塑法)
基于正交试验法的注塑工艺多目标优化设计
潘柏松,龚惠玲,刘红
浙江工业大学学报2007年6月第35卷第3期
引 言
翘曲变形、收缩、飞边、熔接痕、尺寸变化等缺陷是塑料产品注塑成型中最常见的缺陷. 引起这些缺陷的因素很多,如塑件的成型收缩,就是一个十分复杂的过程,它随着主客观条件的改变而改变. 除了成型材料自身的性能对成型收缩有重要的影响外,塑件的形状、壁厚、注射压力、注射时间以及浇口形式、流动方向、冷却速度、模具温度等因素对塑件的成型收缩都会产生一定的影响[1] . 充填时间、模具温度、冷却形式等参数对产品的翘曲、表面沉降等缺陷产生或多或少的影响。(关注微信公众号:“振业注塑汇”获取更多好文!)
目前,有不少文献采用正交试验法,结合方差分析,对多因素单目标值进行分析,得出一个单目标值最优的工艺参数组合,如郑州大学的王利霞、张娜[2]等采用正交试验法对注塑成型制品的沉降斑的单目标优化问题进行研究;董斌斌、申长雨[3] 等对薄壁制品的收缩和翘曲两个目标分别进行优化研究. 但是由于评定注塑产品质量的指标很多,仅仅优化一个目标值,是很难获得最优的工艺方案的. 所以为了使产品的各指标都达到一个理想的状态,提出了正交试验法和模糊数学的综合评判法相结合的方法,根据各目标值对产品外观、装配等方面影响的重要程度,进行加权综合评分,然后通过极差分析,确定各因素及各因素的水平对综合值的影响程度,确定出一组最优的工艺参数。
模拟实验主要在MPI (Moldflow Plastics Insight) 软件平台上进行. MPI 软件对制件和模具设计提供了强大的分析功能、可视化功能和项目管理工具. 它可以由使用者自己定义工艺参数,模拟出制件的各种成型结果,如翘曲量、成型周期、熔接线、气穴、残余应力等. 并且可以动态地观察制件的充填过程、分子流向等.
一、注塑工艺优化设计方法
1、正交试验法
正交试验设计是利用规格化的正交表,恰当地设计出试验方案和有效的分析出试验结果,提出最优配方和工艺条件,进而设计出可能更优秀的试验方案的一种科学方法[4] . 注塑工艺是一个复杂的过程,影响塑件的工艺参数很多,为了减少试验次数,同时获得足够的参数,模拟实验采用正交试验法,通过分析试验结果,提出最优的注塑工艺条件.
2、注塑工艺的优化设计问题
对于注塑产品,翘曲、收缩、表面沉降、飞边、尺寸变化等缺陷是一些无法彻底消除的问题,只能通过对工艺参数的改进或优化,降低塑件的这些缺陷,从而满足塑件的初始蓝图设计要求. 本文针对体积收缩率、表面沉降指数和翘曲量三个指标的综合值,讨论如何使该指标达到最优的工艺参数组合.
3、基于正交试验法的注塑工艺优化设计基本步骤
本文的试验采用正交试验法来安排模拟实验,具体流程如下所示.
确定模拟实验目标→确定影响因素及因素水平→选取合适的正交表→选取模拟实验模型→Moldflow 模拟分析→模拟实验结果数据处理→工艺参数优化.
二、注塑工艺优化设计实例
1、模拟实验模型
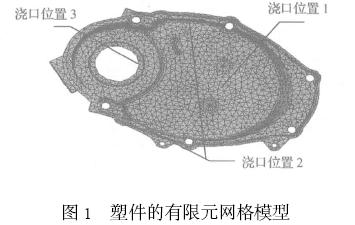
模拟实验以某发动机盖为模型,材料为玻纤增强尼龙66 (PA66) , 大小214 mm ×325 mm ×51mm. 将发动机盖的3D 图导入Moldflow 分析软件当中,结合有限元理论,将模型划分为12567 个网格单元,如图1 所示,分析各组模拟实验条件下的成型情况.
2、模拟实验目的
本文的模拟实验主要是通过对该模型的关键部位(周边凹槽) 的成型情况分析,寻找出较好的工艺参数,以提高注塑产品成型的综合指标. 分析的目标为平均体积收缩率(Y1) ,最大表面沉降指数(Y2) 和最大翘曲变形量(Y3) 的综合评价值. 该塑件关键部位的设计公差等级为5 级,所以体积收缩率、沉降指数和翘曲量必须满足以下条件:1. 8 % ≤Y1 ≤10. 5 %;0. 28 mm≤Y3 ≤1. 4 mm,沉降指数Y2 的值越小越好。
3、模拟实验安排
影响塑件的因素很多,本文选取对塑件成型过程影响较大的11 个因素, 每个因素安排3 个水平,如表1. 因素分别为A 模具温度, B 熔体温度, C 第一段充填工艺(充填体积百分比与速度百分比) , D第二段充填工艺(充填体积百分比与速度百分比) ,E 第三段充填工艺(充填体积百分比与速度百分比) , F 第一段保压工艺(充填压力百分比与时间s) ,G第二段保压工艺(充填压力百分比与时间s) , H第三段保压工艺(充填压力百分比与时间s) , I 冷却形式, J 冷却时间, K 浇口位置,以及模具温度和熔体温度的交叉影响,见表1. 浇口位置设置的三种方式如图1 所示, 冷却管道的三种布置方式如图2所示。

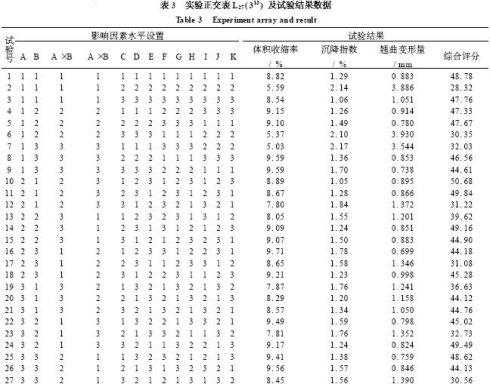
基于11 因素3 水平,选取田口型正交表L27(313 ) . 经过Moldflow 软件的分析,采集模型关键部位的平均体积收缩率,最大表面沉降指数和最大翘曲量的数据,详见表3.

4、数据的处理
在本文的模拟实验中,所选的三个目标的量纲不一致,而且对制品的重要程度也各有侧重,无法直接将三个数据进行叠加评价. 因此,本次模拟实验采用模糊数学中的映射函数进行处理,将各指标值统一映射到[0 ,1 ]的数值空间,根据指标在综合评价中重要程度的不同,采用百分制加权综合评分. 式(1)为加权综合评分值Y 的计算公式,根据塑件的设计要求和各指标对塑件成型品质影响的重要性,体积收缩率、沉降指数和翘曲量的加权值分别取b1 =40 , b2 = 20 , b3 = 40。

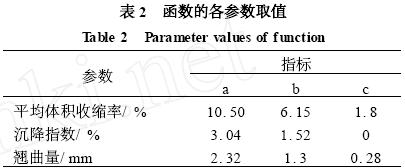
根据各目标参数的约束条件, 本模拟实验采用S 型分布的映射函数, 见式(2) [5 ] . 函数的各参数取值如表2 ,综合评分结果见表3。
其中(1 ,2) 式中: j 为试验号; i 为各项目标参数(体积收缩率、沉降指数和翘曲量,三个目标参数的i 分别为1 ,2 ,3) .
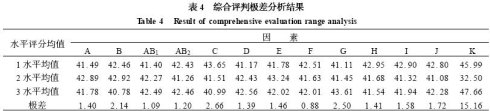
为了得出各因素与综合指标间的关系,找出各因素对指标影响的规律和趋势,寻求出各因素水平的最佳组合,模拟实验采用直观分析法,即极差法来对数据进行分析. 极差是指一组数据中最大值和最小值之差[4 ] ,极差值越大,表示该因素对指标的影响程度越大,该因素越关键;极差值越小,表示影响程度越不显著,因素重要程度越一般. 模拟实验中各因素的极差值见表4。
5、结果分析
根据极差分析法,由表4 可以直观地看出,浇口位置K 的极差值最大,是一个关键因素. 第一段保压工艺F 的极差值最小,是次要因素. 因素的重要程度依次是K,C , G,B ,J , I , E , H ,A ,D ,AB2 ,AB1 ,F. 由图3 水平影响趋势图也可以明显地看出,因素K的变化趋势最大,F ,D 的变化相对缓和.通过观察水平影响趋势图,因素的各水平综合值越高的,所组成的方案越好. 从图2 中可以得出该模型的最佳因素水平组合是A2B2C1D3 E2 F1 G3 H1 I1J1 K3 . 在表3 的试验方案中没有相应的组合,所以必须通过试验验证. 通过Moldflow 分析,在优化工艺水平A2B2 C1D3 E2 F1 G3 H1 I1J 1 K3 条件下,模拟实验结果为:平均体积收缩率为8. 76 % , 最大沉降指数为1. 124 % ,最大翘曲变形量为0. 854 ,综合评分值为51. 33. 从表3 可知,该方案的综合评分值为最高值,模拟实验表明该方案为最佳工艺组合方案。

三、结论
模拟实验和分析结果表明,笔者采用Moldflow软件分析工具,结合正交试验法和模糊数学综合评判法,可以得出一组最优的注塑工艺参数. 根据模拟实验,可以得出如下结论:
(1) 注塑模具浇口位置的设定决定了聚合物流动方向和流动平衡性. 浇口位置的合理选择,可以提供聚合物的流动平衡性,降低翘曲变形量. 浇口的位置一般应设在塑件壁的最厚处,以便于压力的传递及补射作用的进行。
(2) 冷却形式和冷却时间,对体积收缩翘曲也有很大影响. 冷却不均,使制件的上下表面温差大,造成体积收缩不均,产生较大翘曲变形,并且产生较大的内应力,增加表面沉降. 冷却系统布置不合理,冷却效果不强,则增长成型周期. 所以冷却管道越靠近模腔,数目越多,冷却效果越佳,冷却时间越短。
(3) 从模拟实验分析结果可以看出,模温选择水平2 ,也就是说模温既不能过低,也不可过高. 模温较低,材料没有冷却即已成型,造成后收缩较大.模温过高,制品脱模后热收缩量大,成型收缩也增大. 熔体温度也不可过高,熔体温度越高,冷却到室温时制品的收缩越大,翘曲量也相应的变大。
(4) 保压与充填阶段的参数设置,对目标值也产生较大的影响. 延长恒定保压的时间,制件体积收缩会减少。
参考文献:
[ 1 ] 刘来英. 注塑成型工艺[M] . 北京:机械工业出版社,2005.
[ 2 ] 王利霞,张娜,申长雨,等. 应用Taguchi 实验设计法最小化注塑成型制品沉降斑[J ] . 塑料工业,2004 ,32 (4) :26-28.
[ 3 ] 董斌斌,申长雨,刘春太. 注射工艺参数对PC/ ABS 材料制品收缩与翘曲的影响[J ] . 高分子材料科学与工程,2005 ,21 (4) :232-235.
[ 4 ] 田胜元,萧曰嵘. 实验设计与数据处理[M] . 武汉:中国建筑工业出版社,2005.
[5 ] 彭祖赠,孙韫玉. 模糊( Fuzzy) 数学及其应用[M] . 武汉:武汉大学出版社,1999.
[ 6 ] HUANG Mingchih , TAI Chingchih. The effective factors in the warpage problem of an injection-molded part with a thin shell feature[J ] . Journal of Materials Processing Technology ,2001 , 110 : 129.