1.注塑機可以分為四大系統, 這四大系統是 注射系统 、开合模系统、液压传动系统 、电气控制系统 。
2.注塑成型中的温度是料筒温度、模具温度、干燥温度、液压油温度、环境温度五大类。
4.注塑成型中的时间是指: 注射时间 、保压时间 、冷却时间、周期时间、低压保护时间等。
5.日式注塑机常用种类有 日精、日钢、法那科、住友、东芝等。
6.注塑中机的螺杆分为三段:首段是下料段、中段是塑化段、后段是计量段。
7.模型的胶口可分为:点进胶、 扇进胶 、潜进胶、热流道、直进胶等。
8.PC料的化学名称为:聚碳酸脂俗称 防弹胶成型温度 260-320℃干燥温度 100-120℃。
9.塑胶原料的主要成份是树脂常用的四种工程塑料是 PC 、 ABS 、 PA 、 POM 。
10.PC的玻璃化温度是140℃,收缩率为0.4%-0.8%;干燥温度110±5℃
11.塑胶制品内应的种类根据产生的原因可分为热应力 、组织应力、分部应力。
12.检验制品内应力方法有 仪器 、冲击 、药水三种;
13.注塑计量过程的热量来源的总热量:对流热量 、传导热量 、剪切热量 、摩擦热量 ;
14.模具运水路的正确接法应是:一进一出对等接法 ;
15. 背压的作用分为哪三大类;塑化能力、塑化质量、塑化精度;
17.公认的四大工程塑胶是 PC﹑ POM﹑ PA ﹑PBT.
18.100T机台成型高精度制品时螺杆松退的正常设定是3—5MM
19.7S是指: 整理 、 整顿 、 清扫 、 清洁 、 素养 、 安全 、 节约 。
21.在上模过程中模具机嘴深度超过40MM的模具,需更换加长射咀
22.内应力是在没有外力存在的情况下,材料内部由于结晶﹑取向﹑收缩等原因所产生的应力
24.生产中出现品质异常时,组长得到品质异常信息后,10分钟内要求技术员处理,技术员在1小时内不能解决时应向领班报告,领班在2小时内不能解决时应向课长报告,课长在4小时内不能解决,应向经(副)理报告。
25.模具在生产过程中需要修模需要做哪些表单模具修模单、模具批锋管理表、生产日报表。
26.通常模具的浇注导流由主流道﹑分流道﹑浇口和冷料井构成
27.影响注塑制品的常见缺陷有__批峰_、 ___缺胶__ 、__缩水__ 、__流痕___、__熔接痕_、__变形__、__应力痕__、 __尺寸变化__ 。
28.预塑计量过程的热能来源_塑胶内部的摩擦热和黏性热_、__加热元件的加热__。
29.通常注射量最好设定在注塑机最大注射量的__30%~85%__之间。
30.模温不一样,产品_光泽_便不一样,模腔为纹面时,若模温越__高__溶胶贴合型腔表面越紧,注塑产品看起来越_雅_,否则越光,若光泽一致,需_模温_恒定。
31.螺杆压缩比越大,颗粒压的越_密实_,颗粒间热传递的速度__快__,包粉扩散的效果_好_,但输送阻力_大_,塑化量_小_。
32.止捏阀的主要功用是在注塑及保压阶段时防止塑料的__回流__。
33.过迟的保压切换将导致注塑压力__增大__,甚至出现飞边。
34.POM中文简称_聚甲醛__,是一种_半结晶__材料,具有良好的_尺寸稳定性__,熔融温度可以定在__190-210℃_之间,模具温度应大于_90℃__。
35.如果塑件出现缩水,第一步应该检查的是__最小残量__。
36.指出充填系统各部分名称:1. __射嘴__、2. __螺杆头__、3. __止逆环__4. __料筒__5.__螺杆__6.__加热圈__7.__冷却环__。注塑机螺杆可分为输送段、压缩段、计量段
37.注塑计量过程的热量来源的总热量:对流热量 、传导热量 、剪切热量 、摩擦热量 ;
38.塑料原料按其对热反应的不同,可分为热塑性塑料和热固性塑料两类
39.油压注塑机在运行时,液压油的温度需控制在20—65℃之间最为合适。
40.对于三板模、四板模有外扣限位拉开之模具,必须注意设定好顶出距离
41.内应力是在没有外力存在的情况下,材料内部由于结晶﹑取向原因所产生的应力。
A.ABS B.PMMA C.PA66 D.PVC
A.0-2MM B.3MM-5MM C.7MM-10MM
5.当制品表面质量要求较高或者要求避免注射时的黏性耗散和旋纹缺陷时,经常采用______注射速率和______压力。( C)
7.在PA中加入玻璃纤维后,其熔体的流动性和原PA相比是(C )。
A、180~230℃ B、230~280℃ C、280~330℃
9.注塑机料筒温度分布规律是,由加料斗向喷嘴方向( A)。
10.喷嘴的圆弧半径大于主浇道口半径,会产生( A )。
A、熔料外溢 B、制品飞边 C、制品缺陷 D、以上全是
A、熔料温度太高 B、冷却时间太长 C、模具结构设计得不合理
12.注塑热塑性塑料时,若模具温度过高,则会使制品产生( C)。
A、制品粘模 B、制品出现熔合纹 C、制品产生飞边
13.锁模位置及速度的程序应采用的方式为( A ):
A、慢速—快—慢 B 快—中—慢 C 慢—中—快 D 慢—快—中
14.PC料的粘性是( B ),它的计量转速应根据什么设定( B );
A、注射压力 B、保压压力 C、模腔压力 D、锁模力
A 变形好 B 尺寸稳定性好 C 缩水好 D 外观好
18.PC料,模温低充填压力小,产品易出现( B );
19.注塑薄壁制品时哪种工艺条件相对比较理想( C );
A提高树脂温度 B降低模温 C提高射胶压力 D加快射出速度
A、降低压力 B、增加保压 C、缩短保压时间 D、提升射出
E、减少冷却时间 F、降低模具温度 G、放慢顶出速度
A 结晶性 B 热效性 C 非结晶性 D 非热效性
A 结晶性 B 热效性 C 非结晶性 D 非热效性
5.开热流道温度时应提前( B );人员需离开时(C )关热流道
A 5分钟 B 10分钟 C 15分钟 D 20分钟
1,冷却定型过程是从浇口“保压完”开始至制品脱模为止,保压压力撤除后模腔内的熔体继续冷却定型,使制品能够承受脱模顶出时所允许的变形.( )
5,最佳的注塑速度分布使溶体已较缓慢的流动速率通过浇口区域,以避免喷射痕和过高的剪切应力,然后增加流动速率使溶体填充大部分的模穴。(对)
6,在全自动生产中,机械手没有取出产品机械手报警,先关掉机械手报警。(错)。
7,白天、晚上生产的制品质量有差异,问题出在模具的温度和环境的温度不稳定。(对)
8,流道横截面积越大越有利于压力的传到,补缩效果越明显。(错)
答:1、冷胶摩擦生产;2、材料未彻底干燥;3、压力太小;
4、树脂分解;5、模温、料温低;6、充填速度慢等。
2.热流道加温时间太长,又要再次开机生产,这时候作为技术员你应怎样做?
答:首先料管空射3-4模,而后把射咀对准唧咀,再打开模具,用一张纸板挡住后模,防止分解物料射到后模清理困难,不注意就会造成压模。
答:正常生产中的模具表面易产生静电,使用一些胶屑、铁屑在模具开合模受震时掉到模口边缘,易造成压模损坏。
答:模温、料温太高,充填压力大、充填速度快、保压速度快,保压压力大,充填位置切换太晚、锁模压力不够,机台吨位大等。
答:模温太高,冷却时间短,环境温度不稳定,冷却水温度不稳定,作动油温不稳定,逆流环破损回料太多,炮管温度异常,冷胶头过多,树脂颗粒大小不均。
6.模具保护,你作为技术员领班你应该从哪些方面考虑?
答:限位开关灵敏度,低压锁模力量,低压锁模速度、低压锁模位置、锁模监视时间设定越慢,越小,越好等方面考虑。
答:会出现树脂温度,粘度差。会出现模具温度差,尺寸精度难管控,造成调机时间长,物料损耗大,生产效率低等。
答:压力大小作动流油温度,冷去水温度,料管温度,模具温度等变化时间长,通常需3-4H以上才可稳定,如果有修改后必须要连续对品质确认。
9.品质出现异常时,如需修改工艺参数,首先应解除什么时间后才能分析?
答:充填完成位置、充填时间、计量时间、充填实际压力及机台品质管理表可看出。
4)成型条件(温度、压力、时间)变化,成型周期不一致;
6)模具精度不良,活动零件动作不稳定,定位不准确。
3.在注射模的设计中,模具的温度调节的作用是什么?
2)温度调节既关系到塑件的尺寸精度、塑件的力学性能和塑件的表面质量等塑件质量指标,又关系到注射生产效率,因此,必须根据要求使模具温度控制在一个合理的范围内,以达到高品质的塑件和高的生产率。
4.什么是塑料的收缩性,影响塑料收缩性的基本因素有哪些?
答:塑料自模具中取出冷却到室温后,发生尺寸收缩的特性称收缩性。由于这种收缩不仅是树脂本身的热胀冷缩造成的,而且还与各种成型因素有关,因此成型后塑件的收缩称为成型收缩。影响收缩率的主要因素包括:
3)把附加剂(如色粉、色母、防静电剂、滑石粉等)和熔料均匀混合起来
5)提供均匀稳定的塑化材料以获得精确的产品质量控制
6.假如生产白色或者透明制品时经常产生黑点,你将如何解决?(请简述你的解决思路)(20分)
1)调整材料准备过程:避免原料被污染以及设定适当的干燥条件;
2)变更模具设计:太过狭窄的竖流道、流道、浇口甚至塑件壁厚处都可能产生过量的剪切热,使的过热的材料温度更高造成裂解,可尝试加大竖流道、流道、浇口;
3)定期清理模具及螺杆:应定期清理或抛光流道系统及螺杆表面,以免累计污垢;
4)选择适合模具的成型机规格:如选择适合适合所使用塑料的螺杆,注射量一般维持在规格的20%-80%内,检查加热片或加热器是否失效;
5)调整成型条件:如降低料筒加热温度、降低背压及螺杆转速等。
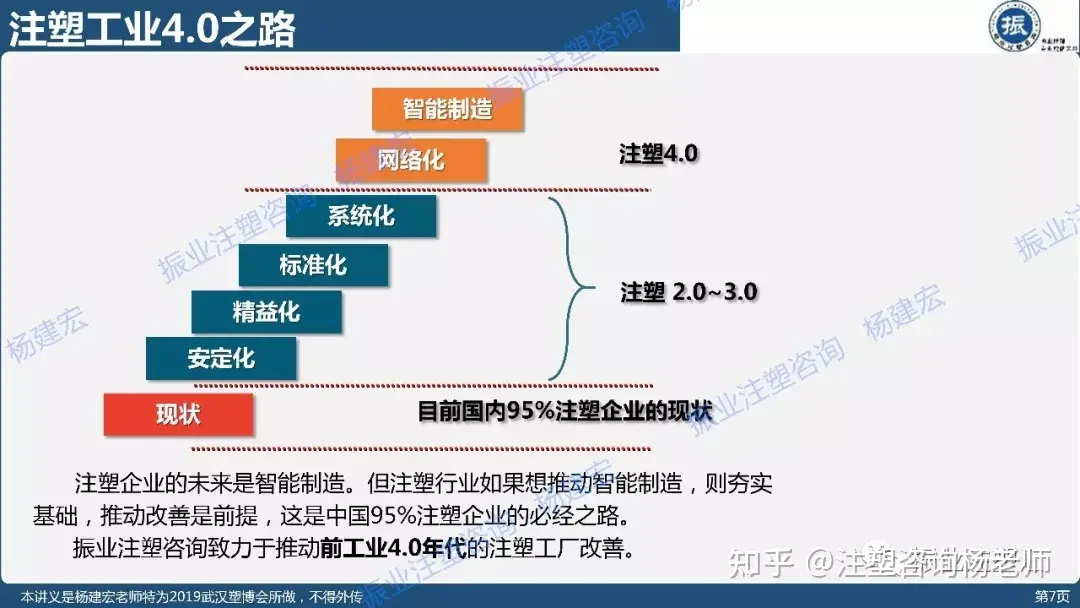
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
免费咨询:0755-28152581 / TEL:181 2642 3515

 0755-28152581
0755-28152581