注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
我国现代化工业生产基地和产业集群生产基地正处在产业升级发展、产业转移、企业转型和技术升级结构调整时期,技术当然是必不可缺的。杨老师最近专门有安排录制注塑入门班的课程哟,大家有兴趣可以添加小编了解
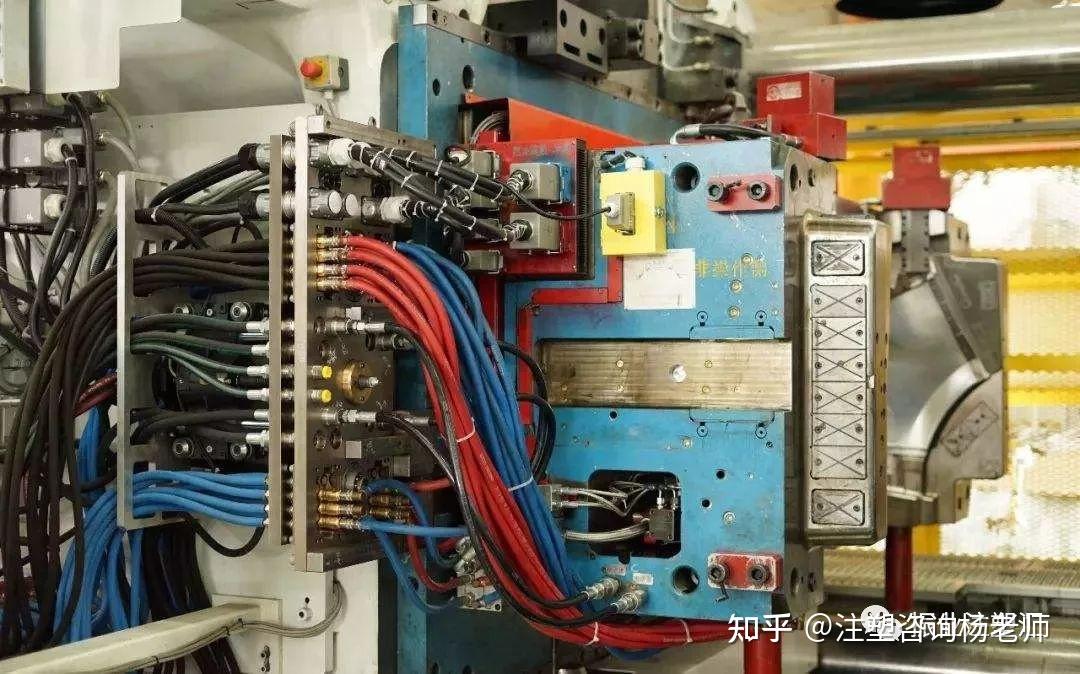
②操作过程中必须关闭好安全门,始终要关控制箱和电源箱,以防灰尘和杂质进入箱内。
③不要随意移开熔胶筒的保护罩,以防被烧伤和漏电,检查时不要站在熔胶筒的保护罩上。
④严禁温度未达到设定的电热温度值就操作注射或熔胶动作,否则将会造成螺杆或油管损坏;电热温度由温度控制器上的两个信号灯来指示,温度到,红灯亮,加温停止;温度不到,绿灯亮,继续加温。
⑤严禁在开模状况下及射台没有退出时,用手动注射,否则定模板固定螺钉有可能损伤断掉或使模具脱落;也不允许用手动控制射台前进,否则也会有模具顶掉脱落的可能。
⑥严禁用手清理射嘴的胶料,螺杆温升达到后,不允许手和面部靠近射嘴,即使注射没有开始,筒内的气压也可使得熔胶料从射嘴喷出伤人。
⑦使用高温分解或高黏度的原料之后,要清理机器,并用PE或PP胶料,选择低压低速操作,清理时以防胶料飞溅出伤人。
⑧对于停机时间较长的机器,必须退出射台,打出料筒内极热的熔胶,否则容易产生断胶或披锋,模具也容易受损。
停机操作或紧急停机时,按红色的急停按钮,将控制电源全部关掉,加热部分不受影响,加热开关直接控制加热。如果只停液压泵,则按液压泵停止按钮即可。正常的停机步骤如下。
①关上料斗闸板,继续操作,直到料筒内胶料全部射出。
②在自动或半自动操作时,因缺料机器便会停止循环,可转换成手动操作模式,把胶料从料筒中尽量全部排出,以免留在料筒内。
③把安全门和工模打开,把顶针退回,除去模具中的胶丝或油锈渍,再喷上防锈油,把模具合到柱销尚未伸直即超过高压锁模位置时停下,以防止长时间的高压锁模产生拉杆变形或开模难。
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
免费咨询:0755-28152581 / TEL:181 2642 3515

 0755-28152581
0755-28152581