注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
在第一阶段之后,大多数零件应充满90-99%的体积(按体积而不是重量)。这就是为什么如此重要以及如何制作仅第一阶段的零件
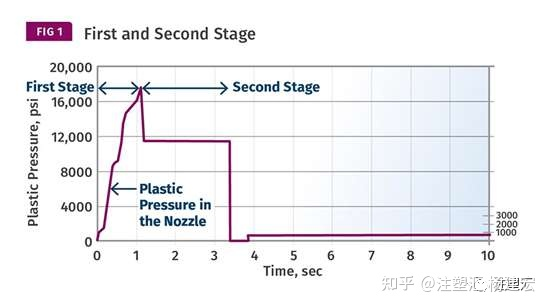
如此处所示,第一阶段将零件填充至大于90%的填充量,第二阶段将零件填充出所需的剩余塑料量,以完成零件的填充,移除水槽并提供适当的零件尺寸。
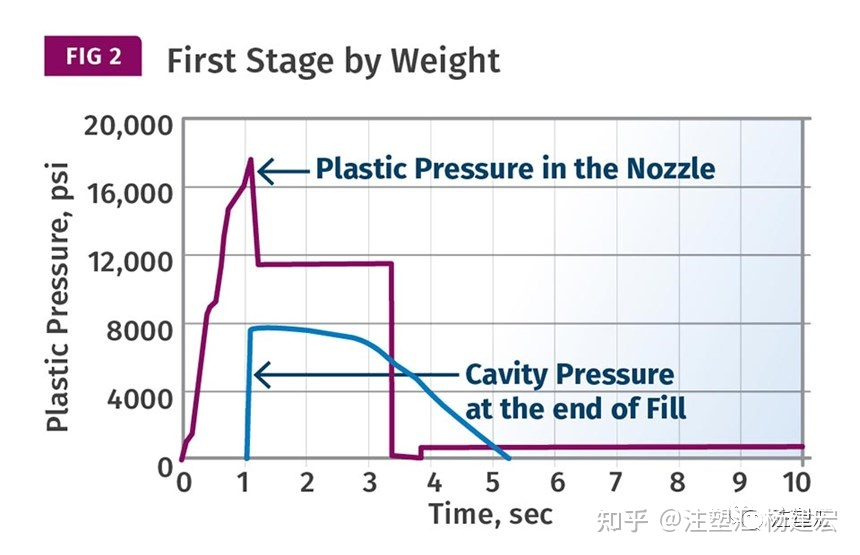
在第一阶段,如果按重量填充零件,模腔压力将迅速接近垂直方向迅速上升。这会在模具的分型线上产生很大的力,并可能过早地将其磨损,从而导致飞边。
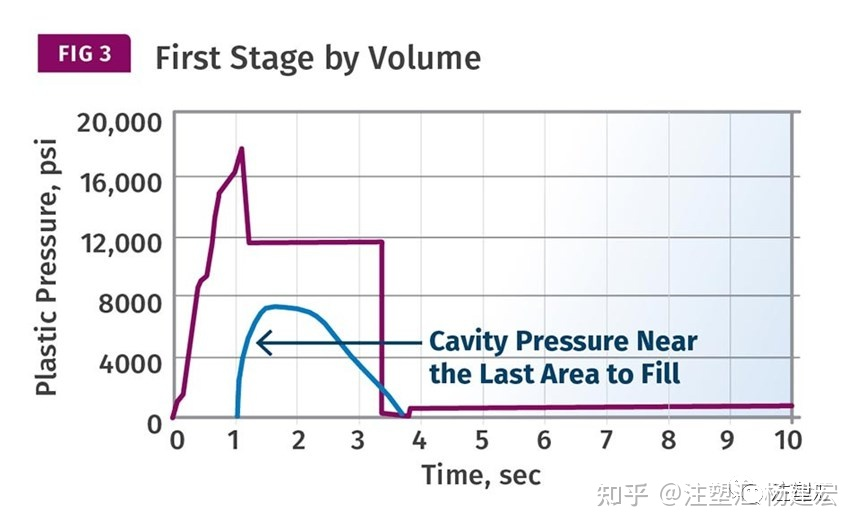
请注意,按体积而不是重量填充零件时,获得的填充终点的圆角压力曲线是圆形的。这表明分型线上产生的应力较小,从而使其在磨损和随后的飞边发展之前能承受更多的击球。
通过“科学模制”进行加工时,将塑料注入模具或型腔分为两个阶段:填充(或“第一阶段”)和保压保管(“第二阶段”)。在过去的几周中,我收到了很多电子邮件,并进行了多次讨论,重点讨论在第一阶段结束时该部分应有多满。而且由于我们要求在第一阶段结束时提供大于90%的全份量,这是指重量还是体积?好问题。我们在哪里找到答案?
首先,我们要定义术语,因为在第一阶段和第二阶段有许多不同的名称,标签或表达式。使用了诸如填充,包装,保持,高压,低压,V-to-P等术语。它们都是同一件事还是有区别?有许多术语没有明确定义,这使我几乎精神错乱。它使沟通变得困难,引起误解和混乱,并使培训尤其困难。
因此,要明确我在第一阶段和第二阶段的含义,请参见图1。,这是描绘第一阶段和第二阶段的注射压力(塑性压力)与时间的关系图。该图对于大多数但不是所有注塑过程来说都是典型的。(例如,对于零件太小而无法将第一阶段与第二阶段分开的微型成型,则不适用。)
简而言之,第一阶段将零件填充到大于90%的充满度,第二阶段将剩余的塑料填充到零件中,以完成零件的填充,移除水槽并提供适当的零件尺寸。
我们的目标是使短射大于90%的满球。似乎很简单;毕竟,仅在第一阶段做零件的指示就是脱掉第二阶段。问题是,有两种不同的方法可以启动第二阶段:
-
将第二阶段计时器设为零。
-
将第二阶段的压力调到非常低的值。我建议5到50 psi(0.5-3.5 bar),并在第二阶段计时器上至少留出0.50秒或更长时间。
-
将第二级计时器设为零,并将压力降低到一个较低的值。
尝试每一个……我敢打赌,您不会产生相同的仅第一阶段的内容。那么,哪个最好?我建议第二种方法,并让我解释原因。在大多数成型机上存在动量或超程问题。即,螺钉不会在设定的截止位置停止。在开发的第一阶段,处理器必须看到,理解并处理这种超行程,这一点至关重要。
同样,至关重要的是,处理器必须确保仅在注射或第一阶段不受压力限制的条件下完成仅第一阶段的工作。与注入过程中的实际峰值压力相比,许多压缩机的设定压力或可用压力要高10%。我发现这种通用的经验法则是不够的。
因此,既然我们知道制作第一阶段零件的过程,那么它应该充满多少?这里没有简单的答案。基于体积而不是重量的大约90%至99.9%的填充量。影响这一点的因素包括零件的类型,型腔的数量,填充的平衡,填充结束时的焊接线,活动铰链等。99%成型零件的底线:第一阶段零件)的长度应明显较短,不宜满满。但是为什么要按体积而不是重量呢?
我收到并阅读的电子邮件和博客涵盖了体积或重量的各种基本原理,涉及熔体密度与固体密度,下陷,回弹和其他因素。对我而言,答案(数量)来自研究型腔压力曲线并见证分型线的磨损以及零件上毛边的发展。
图2提供了第一阶段和第二阶段的注射压力曲线,以及第一阶段按重量计算的模腔末端压力曲线。请注意,模腔压力迅速接近垂直上升。这对模具的分型线会产生很大的作用力,可能会过早地将其磨损,从而在某些时候导致飞边。
图3提供了第一级和第二级的注射压力曲线,以及第一级的腔体压力曲线(按体积计)。注意圆角填充腔压力曲线。这表明分型线上产生的应力较小,从而使其在磨损和随后的飞边发展之前能承受更多的击球。请理解,有许多因素会影响分型线的磨损;这只是其中之一。而且,填充终点腔压力曲线的形状取决于零件。
简而言之,根据音量在第二阶段计时器上开发具有时间的第一阶段。它应减少分型线上的磨损。
备注说明:本文为全英文译文过来,可能会与传统的释义有所差异,注塑汇整理,关于作者:John Bozzelli是密歇根州米德兰的注射成型解决方案的创始人
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
免费咨询:0755-28152581 / TEL:181 2642 3515

 0755-28152581
0755-28152581