
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>纯干货 | 注塑老师傅成型工艺的面面观
纯干货 | 注塑老师傅成型工艺的面面观
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
压力速度是成线形比例的,并不是象我们想象的独立分开的,很多人在调整工艺的时候容易犯的错误就是以为他们是独立分开的,其实只要我们明白他们的控制原理就很容易理解,说简单点就是:
压力就是好象我们规定一个房间里住十个人,在未达到这个标准以前,由会一直往里面挤,直到够十个人为止,那就在来一个就会马上走掉一个;而速度就是这个往里面挤的快慢,所以当你用高压但速度很低的话,其实首先一段时间里是没有达到高压的目的的,因为你的房间里面是空的,怎么能够达到高压的目的呢?
特别是射胶的时候如果你在一定时间内没有达到充满的目的,那射胶前端的料就会马上冷却掉,非常容易形成短射,流痕,起皮,水纹,表面无光泽;而高速低压就像挺而不坚,根本就不能形成动作;所以我们要在调整参数时要注意这个线形关系。
1、很多人在调整工艺时只是因为别人这样做,他也这样做;只是知其然,而不知其所以然,这样我们只能称之为工匠,而要进化到工艺师就必须从理论上去分析理解,当然我们不能要求每一个人都能达到大师级的水平,但是作为一个从事这个工作的人来讲,你应该努力去提高自己的水平,适合行业的发展,为自己找到提升的空间。
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
2、热量平衡:就是产生的热量和排出的热量必须能够在一定范 围内的动态平衡;大家都明白,其实调工艺最重要的是保持稳定,俗话说:不怕慢,就怕站,很多人调工艺时只是看眼前OK了就OK了,但是半小时后就有问题,最后看机员烦了,你也烦了;其实很多问题你可以一次性解决的,或者说你可以在一定时间内防止再次出现类似问题的出现;
热量平衡公式:烘料桶+发热圈+螺杆剪切+流道剪切==冷却水+产品+空气。而这里面我们能控制的主要是:发热圈加热(温度)冷却水流量,螺杆转速,室温;产品周期。
3、其实最重要的就是产品周期,因为利润是和你的生产效率最有关的;每个人都想缩短成型周期,但是并不是每个人都能将成型周期缩短到最理想的状态;为什么别人能用比你少30%,甚至100%的时间生产出来,并且产品的良品率比你高很多,可以做到基本没有不良,而你却是累到快要死了,良品率却很低?
就是因为你没有注意到整体的平衡,可能你注意到一些重要的参数,比如压力,速度,温度,但是其他细节呢?比如背压,螺杆转速,射嘴孔剪切。
4、多级速度和多级压力的作用:很多人在调整工艺时喜欢用很多级压力速度来加工一个产品,并且现在的机器也用很多级压力速度来标明机器的高档;其实我和大家说最简单的就是最好的,因为当你越复杂的成型条件就对你的环境和配套要求越高。
当然,如果你是生产高级产品的,比如,电子插接件等,你的设备和配套环境的要求肯定很高,这就是为什么现在很多工场使用空调设备的原因,并且现在很多配套设备都越来越高级,就是因为现在的产品各方面的要求也越来越高,比如尺寸,表面,以及内应力等。
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
但是虽然工具越来越先进,但我还是要和大家说,简单的就是最好的;多级速度和压力的作用相信大家可能都不是很明白,其实他的主要作用只是排气而已;因为很多模具的结构是比较复杂的,后面我将为大家讲到模具结构和模具改良;现在只是顺便提一下,模具有滑块(行位),斜顶,抽芯,绞牙等;很多产品的结构是很复杂的,所以你的成型条件可能就会用到多级速度压力。
在解释为什么不需要用那么多级压力速度前,我要解释什么是保压,很多人认为,保压就是机器上面标明保压俩个字的压力就是保压,其实错了,第一段以后都应该叫保压,习惯上第一段叫充模压力,又叫注射压力,在模腔快要充满时以后的压力主要作用不是用来填充模腔,而主要是用来防止产品收缩,或产生气泡等作用;
所以可以习惯上称之为保压;并且同时我告诉大家一件事就是:再好的电脑也有一个响应时间,象一般电脑的响应时间在0.5—0.05之间,但富士电脑的响应时间是0.02S,所以当你用到多段的时候,可能已经浪费了几秒时间并且在这时间之内,料口已经封闭了;
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
但为什么要用到多段射胶呢?又怎样去设定保压呢?多段射胶主要是针对又直角,死腔,薄壁过度位等来设定,而平面或者不是太复杂的产品就没必要用到很多段的速度压力来成型,因为大家要记住最简单的就是最好的,因为维持简单的成本和维持复杂的成本是完全不同的,那大家可能会问那怎样设定多段速度压力呢?
每一个产品我们应该在设定参数前就要计划好他的注射曲线,当然我们不可能设定好很具体的数字,因为每台机器的压力都可能不一样的,但我们应该很清楚他的曲线要求;
一般来讲,在直角,死腔等位置要稍微停顿一下,就是说要走慢速,因为这种位置是最容易积气的,但是现在模具基本都注意到不用直角,还有就是薄壁或细小过道的时候你就要分塑胶品种来采取快速或慢速了,高温料因为他的温度也较高,就要采取高压来快速通过,但是如果是热敏性的塑胶就要用慢速来处理,因为高速很容易产生剪切热,使塑胶分解变色甚至烧焦;这也是为什么针尖胶口一般用慢速的原因;那又怎样设定保压和保压位置呢?
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
一般根据塑胶的流动性来设定:
PP,PE,PA等流动性能较好的塑胶,一般在产品没有厚壁的时候,在产品充满85--90%的时候就应该转保压,并且他的保压压力一般在60—80%以内就可以了;但对于流动性一般的产品就一般在90—95%的时候转保压,保压设定也一般在70—85%左右;而流动性很差的塑胶比如PMMA等就要在模腔充满95%左右的时候转保压了,并且保压压力一般也较高;
在有些时候因为产品壁厚较厚的时候,可以用高压低速在短时间内挤压一下,再转保压;多级速度压力设定的方法:在你认为需要设定多级压力速度的位置找出来,将第一段的射胶位置设定在你估计的位置,将后面所有的压力速度都设定为零,注射一次后看是否在你估计的位置,然后在逐步设定下一个位置破口压力;
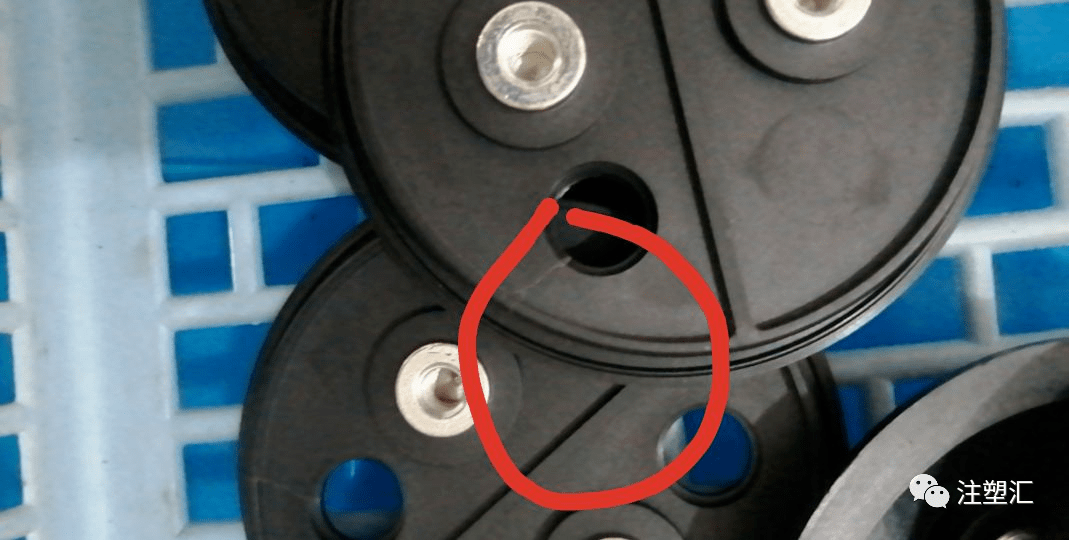
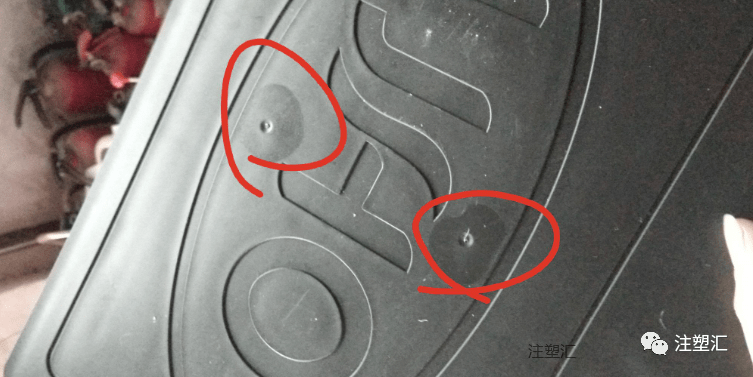
就是在突破阻力的临界压力!在调机的时候,我们经常会发现一边出现很大毛边,一边缺料,或者产品四周都会出现很大的毛边。在这个时候,你就要去考虑我所说的破口压力了!
模具总是会有一定间隙的,有些是因为制造工艺的问题,有些是因为排气等,或者是其他原因。在有一定间隙的时候,我们的注射塑胶就会去突破这个间隙,形成毛边。所以我们作为高级工艺师的作用就会体现出来了。但是在模具的原因或原料的原因,我们不可能使用较小的压力去填充,只有在找到突破这个位置的最大压力为你的保压压力,这个位置前面一点点为保压位置!
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
免费咨询:0755-28152581 / TEL:181 2642 3515
