
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>认识注塑机的基本参数及型号表示,HOLD住了!
认识注塑机的基本参数及型号表示,HOLD住了!
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依据。
1,注塑量——在对空注射条件下,注塑螺杆或柱塞作一次最大注塑行程时,注塑系统所能达到的最大注出量。
该参数在一定程度上反映了注塑机的加工能力,标志着该注塑机能成型塑料制品的最大质量,是注塑机的一个重要参数,注塑量一般有二种表示方式,一种以PS为标准(密度ρ=1.05g/cm3)用注出熔体的质量(g)表示,另一种是用注出熔体的容积(cm3)来表示
根据定义,注塑螺杆一次所能注出的最大注塑容量的理论值为:螺杆头部在其垂直与轴线方向的最大投影面积与注塑螺杆行程的乘积。QL =π/4 D2 S
注塑机在工作过程中是达不到理论值的,因为塑料的密度随温度,压力的变化而发生相应变化,,因此,注塑容量需作适当修正,修正后的注塑容量为Q=αQL =π/4 D2 Sα, α——射出系数,一般为0.7∽0.9,
在注塑机上加工塑料制品,一般制品的质量及浇注系统总用料量以不超过注塑机注塑量的25%∽70%为好,
2,注塑压力——螺杆或柱塞端面作用于熔体单位面积上的力,注塑压力的大小与注塑机结构,流动阻力,制品形状,塑料的性能,塑化方式,塑化温度,模具结构,模具温度和对制品精度要求等因素有关,实际生产中,注塑压力能在机器容许的范围内调节,注塑压力的大小要根据实际情况进行选用,一般注塑压力选择范围如下。
A 、物料流动性好,制品形状简单,臂厚较大,一般注塑压力小于340∽540Kgf/cm2 。适用于LDPE,PA等物料的加工。
B、 物料熔体黏度较低,制品精度一般,注塑压力为680∽980Kgf/cm2 。适用于PS,HDPE等物料的加工。
C 、物料熔体黏度中等或较高,制品精度有要求,形状复杂,注塑压力为980∽1370Kgf/cm2 。适用于PP,PC等物料的加工。
D、 物料熔体黏度高,制品为薄壁,长流程,精度要求高,形状复杂,注塑压力为1370∽1670Kgf/cm2 。适用于增强尼龙,聚砜,聚苯醚等物料的加工。
E 、加工优质精密微型制品时,注塑压力可达到2260∽2450Kgf/cm2 以上。
为满足注塑精密制品或成型结构形状复杂的制品和工程结构零件的加工要求,使注塑机加工适应能力增强,缩短成型周期,提高产品质量,注塑压力有提高的趋势。
3、注塑时间(注塑速度,)——熔体通过喷嘴后就开始冷却了,为了及时把熔体注入模具型腔,得到密实均匀和高精度的制品,必须在短时间内把熔体充满模腔,除了必须有足够的注塑压力外,还必须有一定的流动速率,用来表示熔体充模速度快慢特性的参数。
4、塑化能力——在单位时间内所能塑化的物料量,一般螺杆的塑化能力与螺杆转速,驱动功率,螺杆结构,物料性能等有关。注塑机的塑化装置应能在规定的时间内保证能够提供足够量的塑化均匀的熔体,塑化能力应与注塑机整个成型周期配合协调,一般注塑机的理论塑化能力大于实际所需量的20%左右。
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
合模系统的基本参数
1、合模力——合模机构施于模具上的最大夹紧力。
在此力作用下,模具不应被顶开,它在一定程度上反应出注塑机所能加工制品的大小,是一个重要参数。
有公司采用最大合模力作为注塑机的规格标称, 当熔体以一定速度和压力注入模腔前,需克服流经喷嘴,流道,浇口等处的阻力,会损失一部分压力,但熔体在充模时还具有相当高的压力,此压力称为模腔内的熔体压力,简称模腔压力,模腔压力在注塑时形成的胀模力将会使模具顶开,为保证制品成型完全符合精度要求,合模系统必须有足够的合模力来锁紧模具。
在注塑时,为了使模具不被模腔压力所形成的胀模力顶开,合模力F=KPcpA(F 合模力Kg; K 安全系数,一般取1∽2;Pcp模腔内的平均压力Kgf/cm2;A制品和浇注系统在模具分型面上的最大投影面积cm2。)
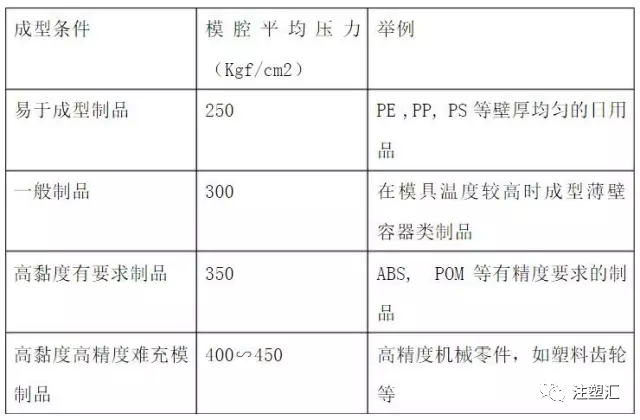
Pcp模腔平均压力是一个比较难确定的数值,它受到注塑压力,成型工艺条件,物料性能,模具结构,喷嘴和浇道形式,模具温度,制品形状和精度要求等因素的影响。模腔平均压力可
参考表2-1选择。
表2-1 模腔平均压力与成型制品的关系
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
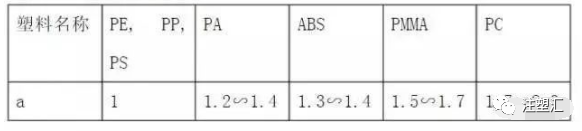
按表2-1选择模腔平均压力,结果较粗略,多数情况下,可用流长比(i)(熔体流经自浇口到制品最边缘的极限流程与制品壁厚之比值),反映流道阻力,用黏度系数a表示物料流动特性。用查图(表)计算法,确定模腔平均压力。
Pcp= aPm(a塑料的黏度系数;Pm为根据流长比由图2-1查出的模腔压力值)
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
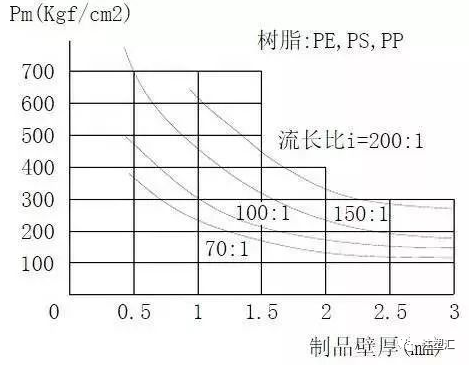 模腔压力与流长比 编辑
模腔压力与流长比 编辑
合模力的选取很重要,若选用注塑机的合模力不够,在成型时易使制品产生飞边,不能成型薄壁制品,若合模力选用过大,容易压坏模具,制品内应力增大和造成不必要的浪费,近年来,由于改善了塑化机构的效能,改进了合模机构,提高了注塑速度并实现其过程控制,注塑机的合模力有明显的下降。
2、合模系统的基本尺寸
——直接关系到所能加工制品的范围和模具的安装,定位等,主要包括:模板尺寸,拉杆间距,模板间最大开距,动模板行程,模具厚度,调模行程。
模板尺寸与拉杆间距——表示模具安装面积的主要参数,模板尺寸决定模具的长度和宽度,它应能安装制品质量不超过注塑机注塑量的一般制品的模具,模板面积大约是注塑机最大成型面积的4∽10倍,并能用常规方法将模具安装到模板上,可以说模板尺寸限制了注塑机的最大成型面积,拉杆间距限制了模具尺寸。
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
 编辑
编辑
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581
