
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>杨建宏【抽丝剥茧】一起流痕注塑缺陷的应对···
杨建宏【抽丝剥茧】一起流痕注塑缺陷的应对···
杨建宏:你好!我想说说的以下几点:
收缩及应力造成的局部组织断裂:
造成这个缺陷的原因是保压太过。因为产品小但是厚,2,3个mm,保压小了会有缩水。
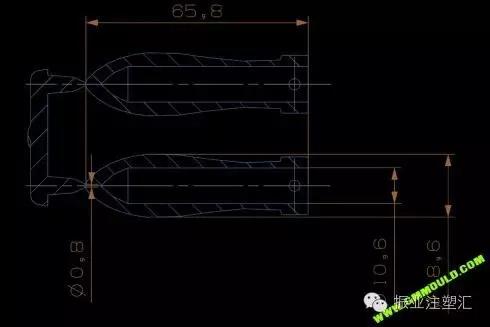
解决办法吗---首先浇口问题,目视浇口似乎太细了,没有0.8吧,建议扩大一些浇口,扩浇口后,用高压低速,保压压力小点时间短点可以缓解这个问题
脱模不良被顶针顶的:
这么判断的原因是这个裂纹正好在中空部位的外部。但如果中间是型芯,在下面用司筒顶出,就当我没有说。而如果中间是顶针,那就要考虑下是不是脱模不良被顶的。
如果是,解决办法就不用我说了

小记:
将水口扩大到1.5mm,降低保压OK。这是个很典型的过保压引起的浇口附近应力过大和加珠光粉后材料刚性增加综合形成的应力开裂。

