
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>杨建宏:注塑产品报价时成型周期如何预估?
杨建宏:注塑产品报价时成型周期如何预估?
问题: 注塑产品报价时成型周期如何预估?
答: 我是注塑的,这个问题我来回答,可能看着有点眼晕,但这是我看家的东西了。

周期时间很难计算,但业内也有人整理出个大概的公式:
周期时间(T)=开关模时间(To)+射胶时间(Ti)+保压时间(Tp)+冷却时间(Tc)
T=(0.013x+3.6)+k1m/ρ/(k2v)+(0.6D2+0.3D)+D2/(ɑ*π2)ln[8π2*(to - tm)/( tx - tm)]
X:机台锁模力(吨)D:产品最大肉厚(mm)
m:产品重(克)ɑ:胶料传热系数mm2/sec
k1:成型热膨胀系数tx:热变形温度(℃)
k2:射出速率系数to:熔胶温度(℃)
V:射出速率(cm3/s)tm:模具温度(℃)
ρ:塑胶密度(g/cm3)
案例:如何计算塑胶零件成型周期
电话机手柄,ABS,1出2,长度22cm,宽度7cm(投影),最大肉厚D=2.5mm,单重=45克,水口10克,注塑成型时,熔胶温度为Tc =235度,模具温度tm=50度,如何计算其成型周期?
1)估算塑胶零件啤塑机台的锁模力X,计算T。
锁模力=型腔的投影面积(cm²)* 材料压力系数(吨/cm2) * 安全系数1.1
锁模力=22*7*2(2穴)*1.1(加水口后约的投影系数)*0.39*1.1 = 145吨;所以选150吨机台
To=0.013x+3.6=0.013*100+3.6=5.55(秒)
2)确定塑胶零件的重量m和射胶速率V,计算Ti
单重=45克,水口重=10克,V=98cm3/s
Ti=k1m/p/(k2v)=2.15秒
3)确定塑胶零件的最大壁厚D,计算Tp
最大壁厚D=2.5mm
Tp=0.6D2+0.3D=4.5秒
4)确定塑胶零件材质,查出胶料传热系数ɑ(m㎡/sec)和热变形温度Tx,确定注塑成型时所用的熔胶温度Tc和模具温度Tm。计算To
最大壁厚D=2.5mm,ɑ=0.080m㎡sec-1,热变形温度Tx=85℃,熔胶温度Tc=235℃,模具温度Tm=50℃
Tc=D2/(ɑ*π2)ln[8/π2*(to-tm)/tx-tm)]
=2.5*2.5/(0.080*3.14*3.14)*ln[8/(3.14*3.14)*(235-50)/(85-50)]
=7.924*ln4.2888=7.924*1.456
=11.54(秒)
周期时间T=To+Ti+Tp+Tc=5.55+2.15+4.5+11.54=23.74(秒)
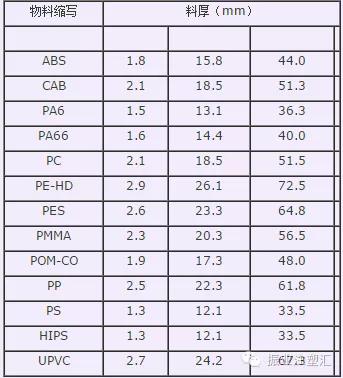
另外关于注塑的冷却时间,业内也有定论,下表就是产品厚、材料与冷却时间关系概估,单位秒:
但实际上,周期时间很复杂,哎,先写到这里,明天第二集合,聊实际的周期时间个故事
