
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>杨建宏 | 注塑成型缺陷之浇口气纹解决方法偏例(二)
杨建宏 | 注塑成型缺陷之浇口气纹解决方法偏例(二)
引子: 上午有注塑同行朋友问我一个问题,就是关于浇口气纹的解决方法。
摸索: 本来浇口气温的解决方法很教科书的,就是去除冷料,降低浇口剪切升温的效应,让均匀的熔融料慢慢进入型腔,有所阻拦后慢慢扩展开来就行了。
但看到这个题目我还是脑子里一亮,就在几天前,我去客户处有个小心得就是浇口气温解决方法的。
我们的讨论:本来浇口气温的解决方法很教科书的,就是去除冷料,降低浇口剪切升温的效应,让均匀的熔融料慢慢进入型腔,有所阻拦后慢慢扩展开来就行了。
但看到这个题目我还是脑子里一亮,就在几天前,我去客户处有个小心得就是浇口气温解决方法的。
客户有100多台机器,老板60多岁,是个从草根做起来的台湾老注塑人,有40多年注塑经历了,连赛璐璐都用过,跟我是同道中人,见面后没几分钟就棋逢对手,很快就熟悉了。他谈起注塑来眉飞色舞。就在谈兴甚弄的时候,他给我讲了一个他的得意之作,说你们是读书人,我是大老粗,不懂材料和设计,但我自己设计了一种入水方式解决了光面的浇口气纹问题。
在这俺就当一次普鲁米修斯解密点好东西给同仁吧,直接上图啦~~
QQ群号:99492832

如图1,产品表面很亮吧,想必不是从这里入水吧

图2
傻眼了吧,恰恰是从表面很亮的地方的背面入水的
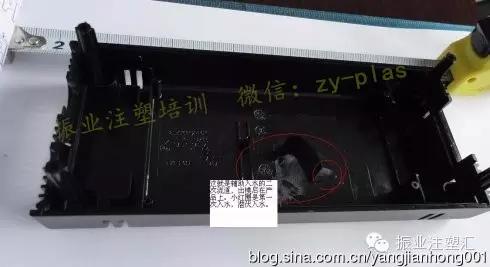
图3
傻眼了吧,恰恰是从表面很亮的地方的背面入水的(呵呵)

图4
这就是辅助流道

图5
别看,这也是是辅助流道!!
图图图6 哈哈,还看,这其实还是辅助流道

总结
我分析,这种结构其实就是一种变相的冷料井兼扩展侧浇口:
潜伏浇口只有1mm多点,而这个浇口有3mm*1mm大,所以料流慢了,浇口的剪切升温效应大大降低,减少了气纹风险。同时熔融料从一次流道进入二次流道时候,浇口是小的,1mm多,冷料被冲跑升温打散了。
这样的结果就是冷料没了,且入模腔的时候料速度慢,没有气纹。
文|杨建宏,微信:zy-plas
