
 0755-28152581
0755-28152581
深圳振业企业管理咨询有限公司
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510
杨建宏老师谈注塑缺陷 | 带“垂直加强筋的长条平面”翘曲的类型讲解3
今天这老杨为讲述注塑产品变形中“带垂直加强筋的长条平面翘曲”的类型。
注意两点:
1.这种变形类型是最经典的类型。
2.理解了这种变形调节方法可以举一反三触类旁通。
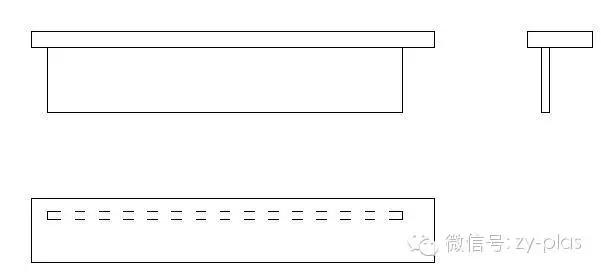
这是一个普通的带筋的长条平面的示意图,一般这类结构产品的平面度都有严格要求,但这类结构容易发生变形,常见有2种,即下面的拱形变形及马鞍形变形。
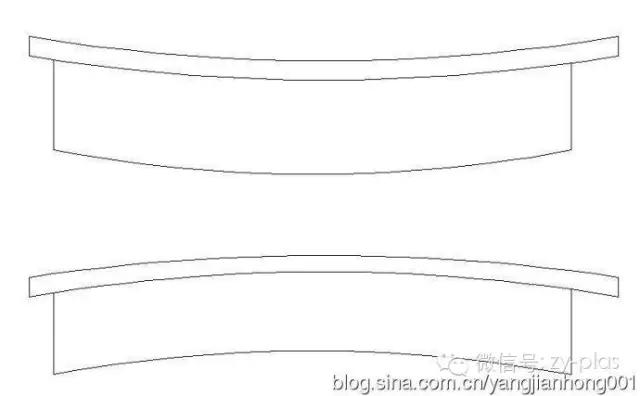
这两种变形怎么来的,怎么去除调整呢?
一、这种结构的变形根本原因是,面和筋收缩不一致造成。
如果面收缩大于筋收缩,则平面拉筋,产品呈现马鞍形变形;如果面收缩小于筋收缩,则筋拉平面,产品呈现彩虹形变形,这是根本。
二、筋和面的收缩为什么会不同?
答案是首先两者厚度不同,面的厚度要超过筋的厚度。其次是工艺参数特别是保压的选择导致厚度不同的部位过充填程度不同,收缩不同了。
三、什么时候面的收缩大?什么时候筋的收缩大呢?
这要搞清楚什么时候厚的地方过填充厉害,什么时候薄的部位过填充厉害?
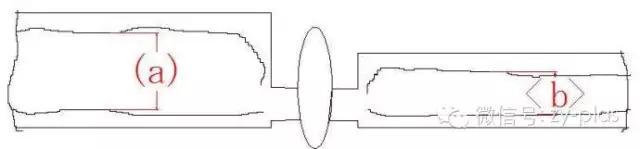
上图是一个简单的厚薄不均结构的变形,产品左边厚右边薄,图中间a,b意思是充填过程中的熔融料流动的无规则层。
产品的收缩主要是熔融料流动的无规则层实现的,另外的两层(冷固层及取向层)收缩小,也就是说无规则层收缩大,则产品收缩大。
什么时候左边的收缩比右边大?什么时候左边的收缩比右边小呢?
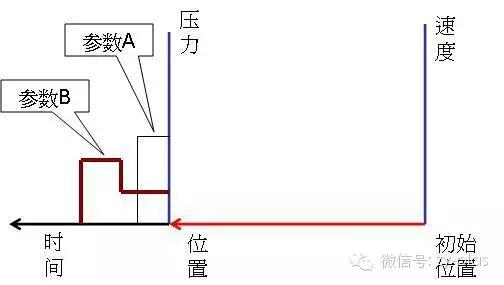
上图中,参数A是射胶完毕直接高保压力短时间的保压;而参数B是先间歇一下再高保压力保压。
参数A的结果是上图中a的收缩比b大,因为ab都来不及冷却收缩,直接段时间迅速保压,这时候b薄壁,收缩小的趋势占主导,导致a收缩大于b。
参数B相反,因为有了一个低压保压1的间歇,ab的冷固层都加厚了,料的黏度增加了,这时候薄壁的b补料就困难了,反而是厚壁的a容易补料,造成a的密度大了,收缩小了。
简而言之:
参数A情况下,带薄筋的平面的结果其变形会是马鞍形变形;参数B情况下,带薄筋的平面的结果其变形会是彩虹形变形。
这就是这类结构是马鞍形变形还是彩虹形变形的基本原理。
有了基本原理,在实操中,重要参数首先是模温,保压1的时间,保压2的压力,其次重要参数是保压2的压力,切换位置和保压1的压力。
至于平面度如果,就是在这几个参数中慢慢磨练了。

