


振业注塑汇编者按:注塑机在锁模阶段的参数设计很重要,如果设计不当,会引起周期时间久、模具损坏等各种问题,那么如^何设置锁模参数呢?
 海天注塑机锁模参数的“四五原则”(下篇)
海天注塑机锁模参数的“四五原则”(下篇)
来源:振业注塑汇
作者:杨建宏
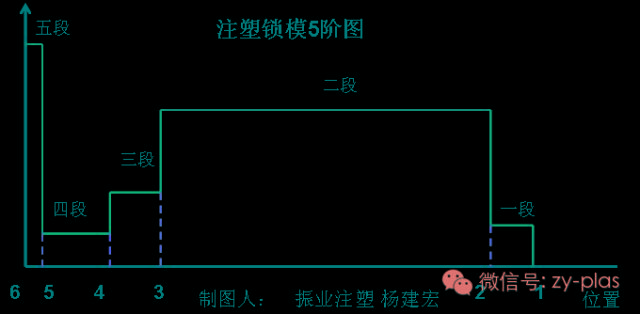
三、第三阶段
这阶段是从注塑高速合模向低压锁模的过度阶段。控制指标是精确,安全。因为精确才安全。
参数范例:压力30- - - 50 / 速度25- - - 35 / 位置跨度20 - - - 60。
如果模具较重则压力尽量取大,速度靠下限,位置跨度取上限。如果是电动机则位置跨度取下限也可以。
 海天注塑机锁模参数的“四五原则”(下篇)
海天注塑机锁模参数的“四五原则”(下篇)
四、第四阶段(低压锁模阶段)
这部分大家讨论最多,也最关键。这里着重说下,低压锁模阶段是保证模具安全的最关键一环,所以安全这个指标是这里的第一指标。
低压锁模的压力与速度尽量的小。不同注塑机的系统压力不同,例如震雄机压力为0的时候,其仍有系统压力,这里的压力设定可以为0。其他的机器系统压力小写,但总的来说,压力能小则小,尽量不超过10。
一般来说,对二板模具,低压锁模压力尽量在5甚至3以下,终点位置在0.5- - -2之间,起点在10- - - 20之间。
加微信zy-plas振业注塑汇的获取更多相关文章,随贴讨论到塑胶21论坛www.plas21.com/bbs
_____________________________________
对三板模具,特别是尼龙开闭器的三板模具,压力尽量在10以下,终点位置在1- - -2之间,起点在10- - - 20之间。
对强制复位模具,不管三板还是二板,压力尽量在15以下,终点位置在1- - -2之间,起点在10- - - 20之间。
这是振业注塑汇杨老师的实践经验,不同模具区别对待呀,方面案例多多,切忌切忌,要同时兼顾可生产性和安全性。
 海天注塑机锁模参数的“四五原则”(下篇)
海天注塑机锁模参数的“四五原则”(下篇)
五、第五阶段(高压锁模)
这阶段的关键点是要锁得住。在这阶段之前,我们首先做的是调模和确定锁模力。后者OK后,第五段的参数就简单了,没有位置了,只有压力和速度。
压力和速度控制模具变形的速度和剧烈度,控制整个注塑机锁模系统(格林住、肘杆、机器大板、连杆等),在这点上以轻微温和为好。但过于温和会导致高压时间久甚至锁模失败。
参数范例:压力80- - - 120 / 速度40- - - 55;
如果锁模力较大则压力速度取上限,而锁模力小则压力速度取下限即可。
好了,上面是振业注塑汇的经验心得,希望在这过程中,我们可以实现注塑锁模的“快速、准确、平稳、安全”的原则。喜欢就关注zy-plas,振业注塑汇获得更多相关信息。



