


振业注塑汇编者:注塑缺陷中有一个缺陷是“阴阳面”,这是一种比较罕见的缺陷,今天在这里我简单说下这个缺陷。
什么是阴阳面?
简单说就是一个注塑产品表面出现颜色明暗的差异,而相应的模具表面却没有这种粗燥细致的差异。
产品出现这种缺陷的位置:可能是浇口附近与远浇口处的明暗差异,可能是局部与附近区域的明暗差异。
此缺陷一般出现在大产品上,另外就是在皮砂纹表面出现的较多,材料以收缩大的材料为主,参数以中低模温的为主。
阴阳面缺陷的对比区域有可能会变化,随着参数变化其位置也会变化,这是其中比较诡异的。
“阴阳面”缺陷的产生原因?
为便于理解阴阳面来由,我们分3步来理解:
第一步是是一个产品,不同的参数会有明有暗产生色差。比如高速高模温的就明亮,反之就黯淡。这是最常碰到的,每个注塑技术员都碰到过且明白。

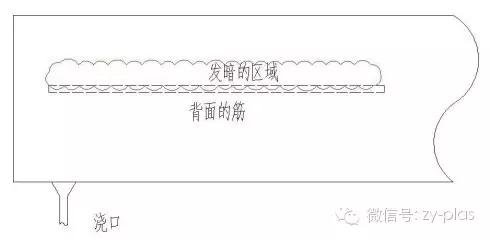
第二步是一个产品如果反面有垂直对胶流向的筋,则此筋的正面表面是发乌的,发暗的。这个应该也好理解,很多人都碰到过。

第三步才是一个产品上有的地方明有的地方暗,阴阳面。
这3种缺陷一步比一步少见,一步比一步难理解,但其原因是相同的。就是注塑成型中产品对模具的复制性。
分2种,光面产品和皮砂面产品。先说光面。
当参数适合时候,包括料温高,模温高,射速快,保压高,模具是光面的,产品看起来很亮,这是因为产品对模具的复制性很好。
模具的复制性好其实是热的料在冷却过程中充分复制了模具表面的光洁度。什么时候复制性不好呢?就是热料的表皮未完全冷固时就脱离了模具表面,即“塌陷”,一脱离模具表面则料的导热效率大大降低,料的表皮重新变热=>起泡=>缩孔=>粗燥度增加,那看起来就是产品发乌。
杨建宏 | 注塑缺陷之“阴阳面”高级注塑工
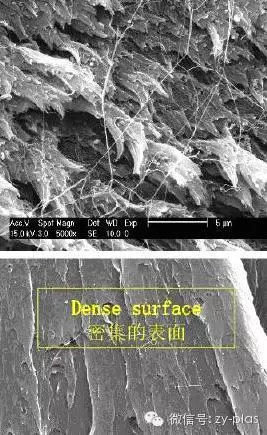
如上图,微观上看塑胶产品表面就是这样的,能不发乌才怪了,图下面的产品效果比上面的要好,我们看产品时候就是发亮的。
什么时候会“热料的表皮未完全冷固时就脱离了模具表面”呢?当模内压力向外挤料的倾向低于热料向内收缩倾向的时候,料就脱离模具表面。这就可以解释为什么:
1.收缩率大的料容易发乌。
2.射胶压力及保压压力小的时候容易发乌,
3.模温及料温地容易发乌是在料/模接触一刹那就作用了。如下图:
上面3个原因中的第二条可以解释阴阳面缺陷。
热的料在流动时候,模腔内压力有点地方大有的地方小,压力大的地方引起“塌陷”的可能性小,产品就光亮,反之就发乌,这就表现为阴阳面。
什么地方压力大什么地方压力小呢?
1.同一个产品,近浇口地方压力大,远端压力小。
2.同一个产品,壁薄的地方压力大,壁厚的地方压力小,但有“滞流效应”的地方除外。
3.同一个产品,当料流中有拐弯流向筋肋造成“分流”时,此区域的压力小。
所以对于长程的大产品,高收缩率的料,以下地方容易发生阴阳面:
1.浇口阳,远端阴。
2.薄壁处阳,厚处阴。
3.平面处阳,拐弯处阴。
4.平面处阳,背后有筋的阴。
5.正常处阳,有“滞留效应”地方阴。
6.多级注塑的产品,快速射胶的区域阳,慢速射胶的区域阴。
快要关电脑回家吃饭了,这些内容又都是一个字一个字原创敲出来的,就不多敲了,大家自己掌握规律吧。
上面说了光面,而对于砂纹面,恰恰相反,自己慢慢体会下吧。
本文为振业注塑汇原创,版权归作者杨建宏所有,转载合作请联系小编并注明来源和作者,谢谢!



