


震纹缺陷是注塑缺陷中浇口附近缺陷类中的典型,但许多人有混淆,对缺陷认不清,或分析错误,今天特做一澄清。
(震纹)
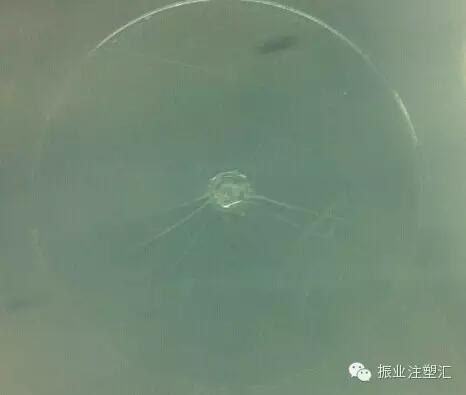
特点是从浇口开始,向周围放射状的裂纹,裂纹深度较深,一般是通透。除此之外,不是震纹,震纹的产生原因是刚性材料的各向异性问题。
中间浇口射胶时,料纵向流动的强度(拉伸强度)大,而横向的强度(拉伸强度)小,而收缩产生的应力会拉扯产品产生断裂,断裂一定从最薄弱处开始,那就是内应力最大的浇口附近的材料的横向区域。
震纹缺陷是很严重的表观缺陷,是绝对无法通过的,所以一定要解决。思路如下:
1.关于材料:
材料的刚性是震纹的主要原因,所以有长流程的大产品时候,尽量不选择刚性太强,断裂伸长率过低的料,比如GPPS,AS等。
常见材料里,刚性从弱到强,出现震纹可能性从小到大的排序大约是:PE=>TPU=>PP=>PC=>ABS=>PA=>PVC=>PET=>POM=>PMMA=>AS=>PS.
一般来说,料里加入柔性基团的材料可以改善震纹。比如橡胶类物质、SEBS、EVA、K料等都有益的。
2.关于模具:
模具的浇口设计是关键。一般来说,内应力大,流程长的结构下,浇口震纹易产生。所以对于大产品就,易采取多浇口,宽浇口的形式减少进胶阻力,易于流动。一般来说,点浇口容易出现震纹。侧浇口、扇浇口、搭接浇口稍次。但其他浇口比如潜水口、膜片浇口呢不会再这类结构里面采用。因为有震纹的多是透明产品,是不用潜水口,膜片水口的。
 杨建宏老师注塑培训现场
杨建宏老师注塑培训现场
3.关于参数:解决震纹的参数测量是:
3.1慢的射速,低的射压力
3.2短的保压时间
3.3模具温度一定要高,比如PS料,模温可以设定60度。
4.小结
震纹是GPPS料透明产品生产中非常常见的缺陷,如果不注意处理方法,可能会有50%以上的不良或全部不良,只有掌握上述方法,才可能消除缺陷,保障生产稳定高品质的进行。



