


空调柜机的注塑件加工非常难,因为产品体积大,品质要求严格,今天的案例就是一个空调柜机的前盖注塑工艺案例,我们看怎么做的。

空调塑料盖板的注塑加工难度很大,首先是产品体积及重量大,如上图,尺寸长度可达80~~100cm,重量一般都超过2.5KG。
第二是品质要求高,前盖多出地方都是A级面。外观要求很高,不允许有气纹、流纹、杂质、色差、阴阳面、结合线等。
对于做注塑的我们来讲,这2个因素制约下,这个前盖生产难度不小。

笔者曾长时间接触类似产品的生产,以前一个类似的案例,当时模具开发失败,原因很简单,产品体积这么大,则产品的流长比非常大,当时产品厚度不到4mm ,长度也是700mm多,模具设计成一个扇浇口的结构,算下来流长比将近200,怎么处理都没意义,模具失败。

那为什么不做成多浇口的呢?因为当时产品是彩色,多浇口下熔接线非常明显且色差非常明显。
那么怎么解决类似问题呢,本案例要讲的空调盖板有一个不错的方案。
答案就是针阀式延迟浇口。
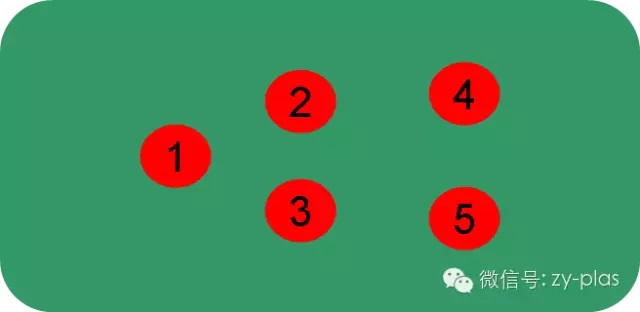
如图,5个针阀式延迟浇口。先开1号,再开2,3号,最后开4,5号浇口。
针阀工艺参数如下:
|
针阀号 |
开启时间 |
开启维持时间 |
|
1 |
0 |
9.5 |
|
2,3 |
2.5 |
8.5 |
|
4,5 |
4.0 |
8.0 |
射出及保压参数:
|
项目 |
压力 |
速度 |
位置 |
|
|
射出 |
一 |
110 |
20 |
350 |
|
二 |
120 |
50 |
120 |
|
|
三 |
80 |
35 |
85 |
|
|
熔胶位置 |
380 |
射胶时间 |
7秒 |
|
|
|
|
压力 |
速度 |
时间 |
|
保压 |
一 |
100 |
20 |
3.0 |
|
二 |
60 |
20 |
2.0 |
|
这就保证了产品既容易充满同时也没有熔接线,产品表面效果良好。
以上描述是问题的核心部分,不是很全面,但对我们来说这个注塑工艺 信息已经足够了,这个案例中,采用了针阀延迟阀较好解决了充填困难及表面效果不良的问题,是大面积平面结构注塑产品注塑方案的优选方案。
来源:振业注塑汇 微信号:zy-plas



