


注塑技术做了很多年,许多人注塑参数还是不会调,一点不错。我们今天开这个系列,解读注塑参数表。为了给我们客户保密,就不发产品图了,且表里敏感部位不显示,望谅解。
另外,产品结构图不发,对下面注塑参数的来源机具体应用有影响,你就当作是一个普通产品的正规参数来看待吧。
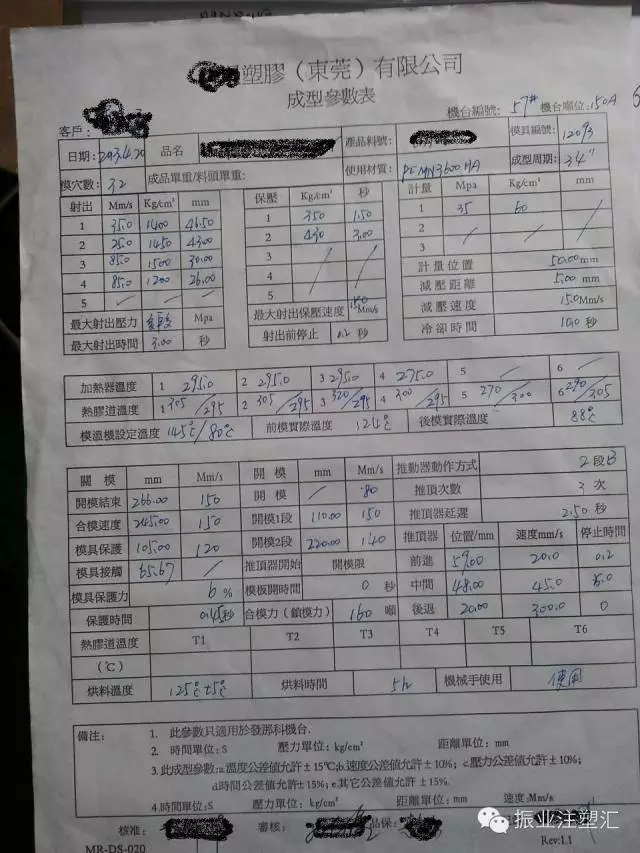
1:注塑参数~射出段,射出段用1200~~1500公斤高压,基本没问题,因为产品很薄,<1mm。但同时流长比很小,20~~30之间,没有必要太高的压力了,这个压力基本合适。
问题是切换位置偏低,因为可以看出来,从末段1200公斤的压力转到350公斤的保压,如果不是切换位置低,这个切换不能实现,而这样做对模具损害很大的。应该提高切换位置1~~3mm。
2:注塑参数~保压段,保压4.5秒的时间长了,薄的PC料很快就冷固,这个时间2秒其实就够了。
3:注塑参数~计量段,压60公斤有点低。如果熔胶时间不是问题的话,为了排气及熔融,可以设定在100~~200公斤。
4:冷却时间,时间10秒长了,但减少到多少要漫漫调试,希望可以在5秒内。
5:注塑参数~温度参数。基本OK。但如果对表面效果要求不很严苛,可以把模具温度降低到80~~100度之间。
6:注塑参数~关模参数。问题很大,不符合基本原则,导致周期时间偏长。
7:注塑参数~顶出参数。小有问题,顶出次数偏多,延长了周期,其实为了安全有其他的方法的。延迟多余,不妥。
8:注塑参数~烘干温度。基本OK。
9:注塑参数~成型周期。长了,通过科学注塑参数改善,降低5秒没问题。通过综合改善,降低10秒不是梦想。
综合评价:本注塑参数可以保证初步交货,但周期偏长,安全性不够,长期以往,2大弊病。一是浪费产能15%~~30%;二是有模具损害的隐患。
鉴于保密关系,没有模具机产品图,上述分析只是通识性的,请谅解




