


SMED的三点和五步骤,牢记好了
振业注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
SMED法的三个基本要点

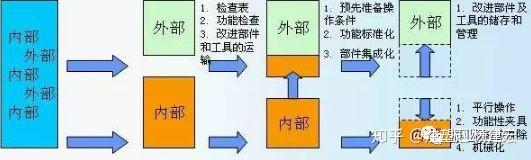
(1)区分“内变换操作”和“外变换操作”。
SMED法要求把与设备转换调整有关的操作区分为“内变换操作”和“外变换操作” 前者是指那些只能在设备停止运行后方可进行的操作;后者则是指那些能够在设备运行过程中进行的操作。
(2)减少“内变换操作”。
SMED法要求尽可能把内变换操作转变为外变换操作,这是SMED法的核心。正是 内变换操作占用停机时间,所以要缩短整个转换调整时间,最关键的是把。内变换操作减少到最低限度。
(3)缩短“内变换操作” 时间。
如上所述, 内变换操作” 占用停机时间。为此,SMED法要求采用必要的技术手段,尽可能缩短“内变换操作” 时间。同时。要简化“外变换操作”,并一定要在设备运行过程中完成全部“外变换操作”。这样,就可能在设备停机后的很短时间内迅速完成设备转换与调整。
二SMED五步骤
第一步:观察当前的流程
目的:应该采集目前有关换线的数据
-
确保观测人员的人数和工具放置人员的人数相同
-
观测整个换线过程 – 从换线前最后一件产品直至换线后第一件产品
-
包括时间在内,记录下所有的动作
-
发现任何问题或是任何机会
-
必要的地方通过录像记录活动
第二步:区分内部和外部的要素
目的:将内部的换线时间与外部换线时间区分开来,可以大大缩短换线时间
-
分析第一步收集到的当前数据
-
确定在停机前后有哪些事情可以做
-
制作工具更换流程记录,供每个参与的人员使用
第三步:将内部作业转移到外部
目的:将内部作业转移到外部可以进一步缩短换线时间
第四步:减少内部工作
目的:换线步骤做到标准化之后,下一步是发现并排除换线过程中的浪费
常规的方法是利用如下手段排除换线中的浪费:
-
平行作业
-
旋转式一次锁定方法
-
触摸式夹钳系统
-
工具放置的方法/位置统一
-
工具的尺寸统一
-
螺钉头尺寸统一
-
详细的工具更换表
-
改良设置,避免调试
第五步:减少外部作业
目的:缩短了内部换线时间之后, 还应该想办法减少
机器运行期间支持人员的工作量
通过如下手段改良外部工作构成:
-
把工具存放在机器旁边
-
在机器旁边设手工工具台
-
把规尺存放在机器旁边
-
备好工具更换准备的核查清单
-
提供详细的工具更换流程记录单
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581

振业注塑汇海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!



