


文/振业注塑汇(ID:zy-plas)
作者/杨建宏,杨老师
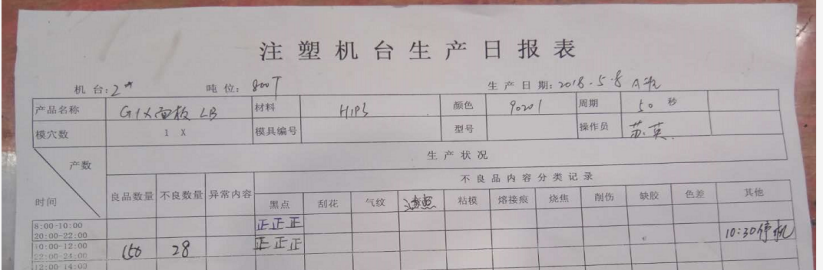
品 名:面板
材 料:HIPS(白)
模 穴 数 : 1 X 1
制品重量:1725.g
注塑机吨位:800T ,
螺 杆 直 径 : A型Φ100mm ,
炮 筒 温 度:220℃-235℃,
模 温 设 定:后模机水30℃,前模60℃
成 型 周 期:50″,
使用4段射速及2段保压
注塑产品二板模,点浇口,啤塑出来加工平水口,使用保护膜包覆,使用工装车包装。
产品为外观功能件,客户对品质要求极高,产品不允许有刮花、料花、欠注、黑点,混色、披锋等可见缺陷,尺寸必须在图纸范围内。
生产中产品表面不规则的出现有黑点及异物,在产品表面,品质判定为黑点不良,产品不可接受

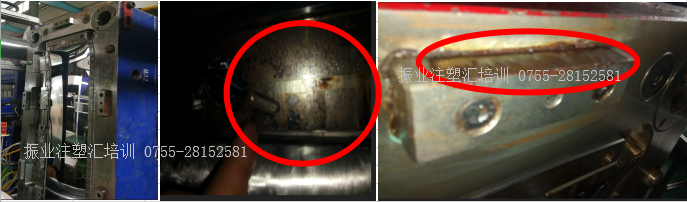
a)使用放大镜观察,此不良为锈状况固体和黑色固体,不熔于塑胶材料本体,即不良物体来自于外界环境,不是材料本身;
b)仔细观察生产机台周边环境,此产品的生产材料未进行有效防护,没有做有效的隔离,外部和空气的的悬浮杂质容易进入到材料中;
c)查看模具内部,模具分型面油污严重,未进行有效的模具保养,在锁模时飞溅入模具型腔入形成黑点;
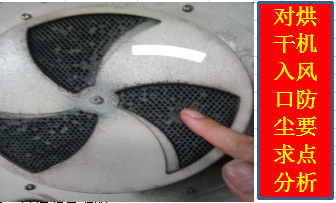
d)仔细观察到烘干机入风口有大量的粉尘,在烘烤时直接进入材料中形成黑点;
e)查看机械手取件,机械手治具及机械手有油污及油点飞溅在产品上。产品表面高温时,飞溅的油点较难擦拭形成杂点;
f)对加料方法及防尘要求分析;加料员未按加料规范要求加料,在加料时把包装袋上的异物及粉尘带入储料筒。
模具保养分析

a)因环境固件限制,加强在生产区域周边的5S工作,减少外部污染;
b)增加外部离子风枪,消除模具周边静电,减少吸附杂质的可能性;
c)彻底清除模具表面的油污,清洁和保养模具分型面;
d)对烘干机入风口进行保养,并对入风口进行防护;
e)建立烘干机加料规范,严格要求加料员按规范进行操作,规避因人为的原因导致物料污染;
f)对机械手的治具及机械手防尘防油点进行点检和定期保养;


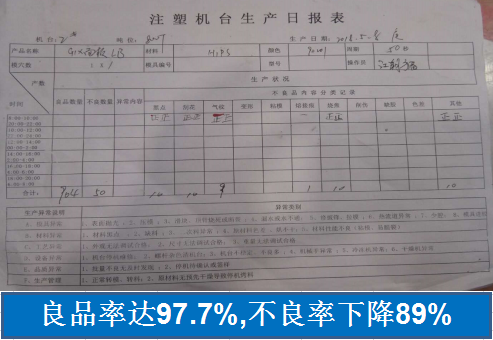
经过上述几个方面的改善,产品品质合格,连续生产整个晚班此类黑点不良大幅度降低,异常基本解决
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!

--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581



