


塑料是以树脂为主要成分的高分子有机化合物,塑料制品以密度低、质轻、绝缘性好、化学稳定、耐磨减震、透光性好等优点,广泛应用于家用电器、通讯器材、生活用品等。目前我国已成为世界工业加工中心(生产基地),尤其是彩电、手机、空调、冰箱、洗衣机等系列产品已占据全球产量的50%。这些产品大量使用塑料件,其成本占产品总成本的50%~80%,因而在保证产品质量的同时,薄壁有助于降低产品成本。另外手机、笔记本电脑等正向“轻、薄”型发展,加之一次性水杯、碗、勺、饭盒等大量使用,促使国内外相关科研人员着手研究塑件的薄壁技术。但是塑件壁厚减薄在其结构设计、材料性能要求、模具结构、注塑工艺等方面还存在不少问题。本文针对这些问题进行了研究,并提出了解决措施。
塑件厚度与结构设计
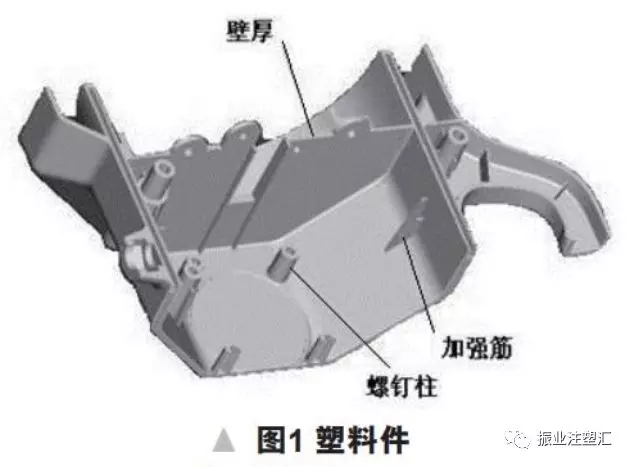
图1所示塑件不仅有结构及外观形状要求,内部还要安装一些零部件,需具有一定强度和刚度,同时还要考虑注塑成型工艺要求等,因此该塑件的厚度设计非常重要。
塑件厚度设计
塑件壁厚过薄,会使成型时的流动阻力太大,大型塑件难以充满;塑件壁厚过厚,则易产生缩坑、气泡等缺陷。在保证刚度和强度的基础上,推荐塑件壁厚范围在0.45~6.5 mm,常用范围1.5~3.0 mm,要求壁厚均匀。
根据使用要求,设计塑件整体壁厚时,必须考虑加强筋、螺钉柱等结构对刚度、强度、外观的影响。
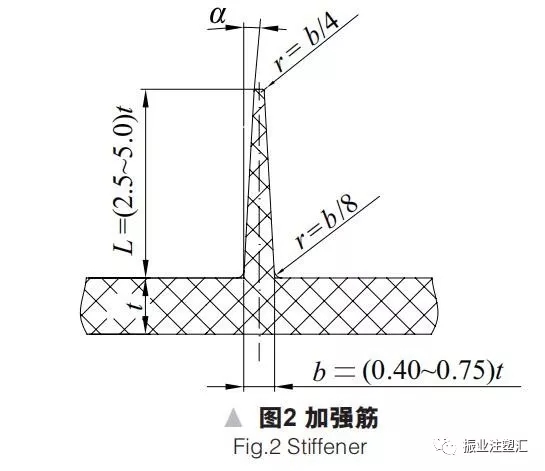
设立加强筋可提高塑件的强度和刚度,还可以防止塑件变形且有利于塑料熔体的流动。普通加强筋的结构及尺寸如图2所示。从图2可以看出,b=(0.40~0.75)t,
L=(2.5~5.0)t,
α=0.5°~1.5°。
其中,b为加强筋厚度,t为壁厚,L为加强筋高度,α为脱模斜度。
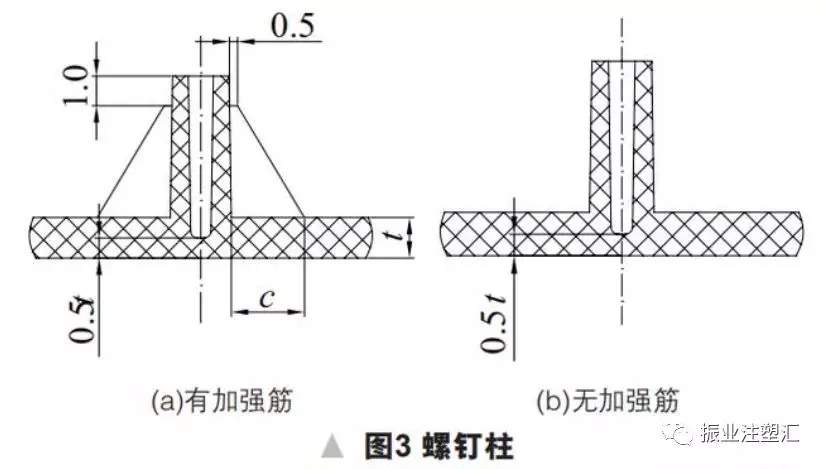
通常在塑件内部需用自攻螺钉安装其他部件,故可设立如图3所示的螺钉柱。螺钉柱分为有加强筋和无加强筋两种,其中加强筋底部长度c=(0.2~0.5)×螺钉柱高度。
此外,壁厚还涉及凸台、转角、通孔和不通孔等结构的设计,但如果采用薄壁结构,上述加强筋和螺钉柱等的结构和尺寸都要改变。
薄壁塑件结构设计
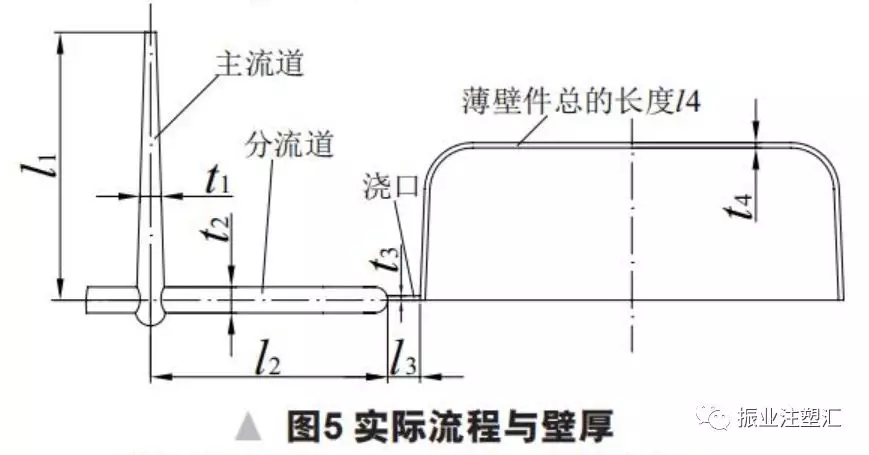
薄壁塑件一次性饭盒如图4所示,其壁厚通常小于1.2 mm,但定义薄壁塑件并不是只看厚度尺寸,还要计算熔体流程与塑件壁厚之比l/t,当l/t>150时称之为薄壁。由于塑料熔体在注塑过程中先经过主流道、分流道、浇口,然后注入模具型腔,因此实际流程与壁厚各处均不相同(图5),总的流程与壁厚之比等于各段流程与壁厚之比的和。

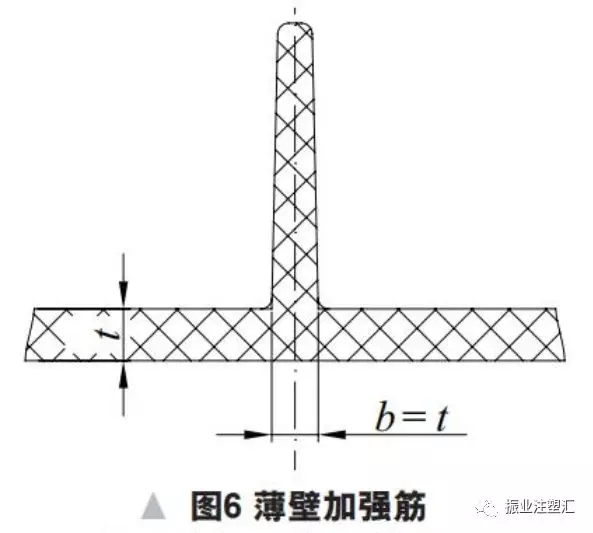
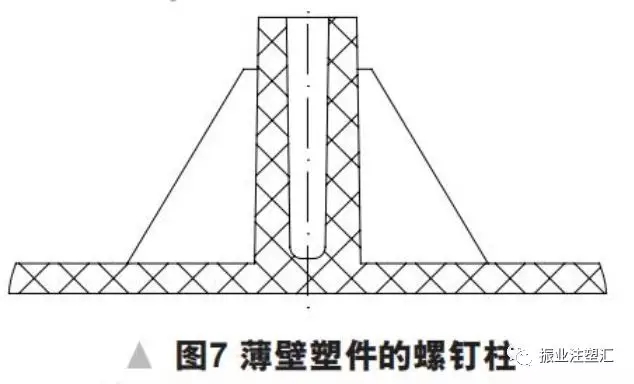
一次性饭盒比较柔软、外表面要求不高,但为了提高刚性,大多数薄壁塑件的结构形状采用曲面、加强筋等。薄壁加强筋如图6所示,其中,加强筋厚度b与壁厚t相等,甚至小于壁厚。固定自攻螺钉的薄壁塑件螺钉柱如图7所示。
由于壁厚较薄,而加强筋、凸台(如螺钉柱)厚度没有改变,按照常规生产方式,塑件易出现凹陷、欠注、扭曲变形等缺陷,因此还要从塑件材质、模具结构、注塑工艺等着手研究。
薄壁塑件材质选择
由于薄壁塑件厚度的减小,需使用流动性好的材料,该材料还需具有较高冲击强度和热变形温度,以及良好的尺寸稳定性等。
注塑成型薄壁塑件时,塑料的流动性要好,其流动距离与厚度之比(l/t)大于150。塑料的流动性可以用其熔体黏度系数来表征,常用塑料的熔体黏度系数如表1所示。在实际生产中,通常以塑料树脂的熔体质量流动速率(MFR)作为其流动性选择的依据。由于不同企业生产的不同牌号和批次塑料树脂的MFR各不相同,需要在生产前进行检验。

生产薄壁塑件需要低黏度、中高流动性的塑料树脂,对于表1中流动性差的树脂(如PC)可以通过改性,使其黏度降低、MFR提高到30g/10min,达到中高流动性,因此生产薄壁塑件所用材料比较广泛。
薄壁塑件所使用的材料应具有较高的冲击性能,常温冲击强度不低于640 J/m;在低温(-29℃)条件下能正常使用。
要保证薄壁塑件在70~90℃下不变形,不出现凹陷和老化现象。综合塑料的流动性、冲击性能、耐热性等要求,推荐薄壁塑件常用材料有PP、ABS、PC/ABS合金、PA6等。
薄壁塑件模具的结构设计
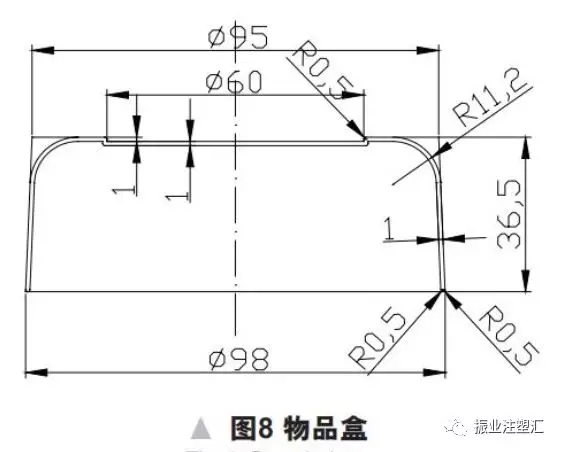
图8所示塑件为物品盒,材料为PP,壁厚1.0 mm,为典型的薄壁塑件。由于采用薄壁技术,材料在模具内的流动性较差,需要较高的注射压力,模具的刚度、强度都要相应提高。因此在设计物品盒模具(图9)的动模板12、定模板14及其支承板8时,其厚度通常比传统模具的模板要厚30%~50%,而且要增加支承柱5。模具合模面定模板14与动模板12要
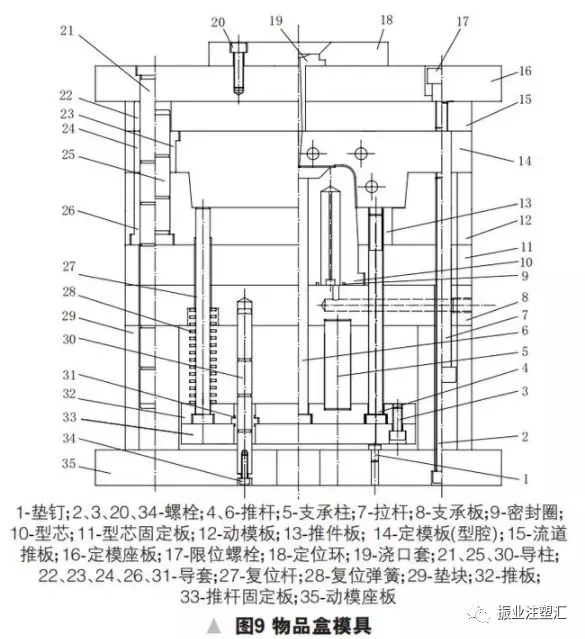
设置锥面定位(整体圆锥面定位或锥面定位块,以保证精确定位和良好的侧支撑,防止弯曲和偏移。另外,薄壁塑件需要注射机高速注射,增加了模具的磨损,因此要求模具型腔、型芯、浇口等材料具有较高的硬度、强度、刚度和耐磨性,通常采用S136、2344、SKD61、PMS等模钢,并进行预硬或热处理,使其表面硬度达到48~52HRC。
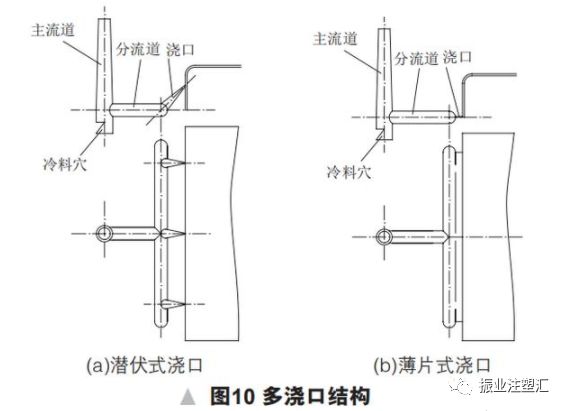
对于PP等流动性极好的塑料,可以采用点浇口形式;对于流动性中等的塑料(如ABS、聚甲醛等),浇口尽量设计在塑件的较厚部位,注塑过程从较厚向较薄过渡以减少凹陷、翘曲现象。可以采用多浇口形式(如图10所示的潜伏式浇口和薄片式浇口),使塑料熔体容易充满型腔,减小压力降。还可以采用热流道技术,以降低塑料熔体黏度,达到快速将其注入模具型腔的目的。
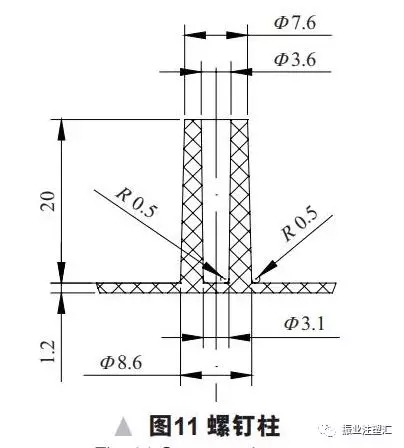
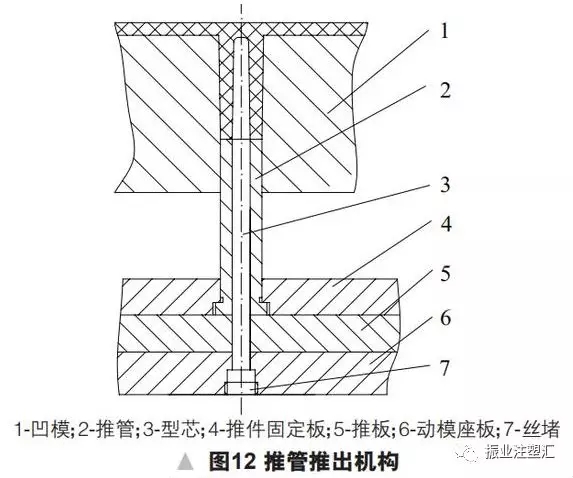
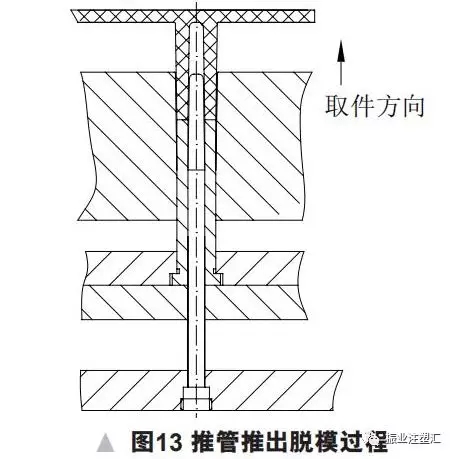
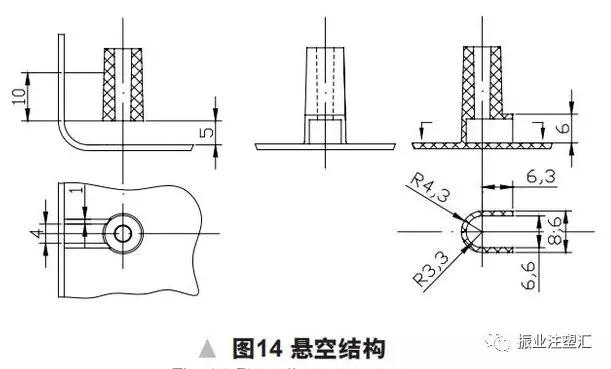
由于塑件壁厚很薄,还带有加强筋、凸台等,出模时极易损坏。塑件沿厚度方向的收缩很小,同时较高的保压压力使其收缩更小,加强筋等部位容易黏合,为避免顶穿和粘模,需要比常规注塑成型数量更多、尺寸更大的顶出推杆,如图9所示的物品盒模具采用了中心推杆与推件板相结合的结构形式。对于一些带钩、爪以及塑件内部需要安装螺钉的脱模机构相对复杂一些。如图11所示螺钉柱采用简单的推管推出结构(如图12所示),推管推出脱模过程如图13所示。因塑件壁厚较薄,其中的螺钉柱要紧固ST4.2自攻螺钉,其圆柱厚度远远大于塑件壁厚,表面很容易出现凹坑,为避免这一缺陷,根据螺钉柱的位置将其设计成如图14所示的悬空结构,模具脱模设计成如图15所示的斜顶结构,脱模过程如图16所示。螺钉柱从模具推出来,推杆侧向移动的距离为e,尽管产品脱模有时需要人工收取,复杂程度大大提高,但解决了塑件表面凹坑等问题。

如果有多个螺钉柱,则需要考虑斜顶顶出后塑件的取出问题,应保证斜顶方向一致。
注塑成型工艺
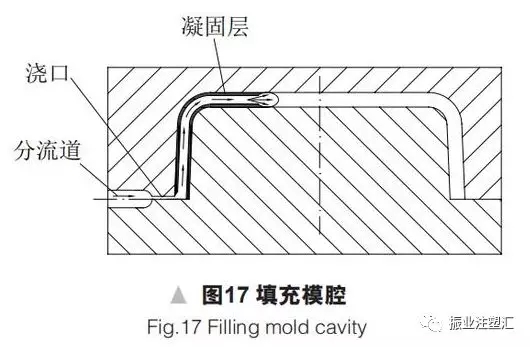
在塑件生产过程中,塑料熔体经过分流道、浇口填充至模腔(图17)时,贴在模壁的熔料变成凝固层,使流动通道变小。薄壁塑件由于壁厚很小,流动通道会变得更窄,容易出现欠注现象。因此薄壁塑件需较高的注射压力与注射速度才能将型腔完全充满,此外注射速度高还可以提高剪切热,增大熔料的流动距离。
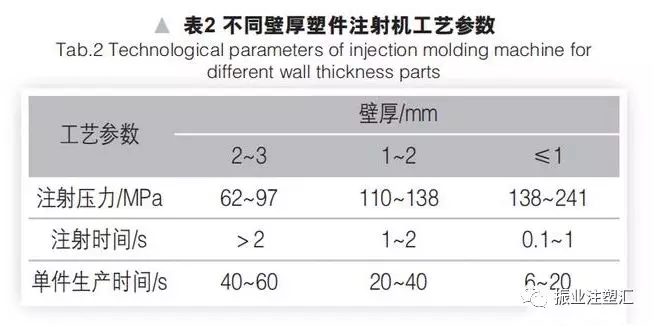
薄壁塑件的生产除了模具之外,非常重要的是注塑工艺参数(时间、压力、温度)的选择,由于注射压力增大、时间缩短,势必给生产带来一定难度,因此需要专门的薄壁注射机。薄壁塑件厚度薄,单件重量轻,每次注塑量较少。薄壁注射机的机筒容积较小,可避免塑料原料因停留时间过长而分解。不同壁厚塑件注塑成型时,其注射机工艺参数[4]如表2所示。
小结
对薄壁塑件的结构、材质、模具结构、注塑工艺等的分析结果表明,通过改进薄壁塑件的结构、选择合适的塑料材质、有针对性地改进模具结构、选择合理的注塑工艺,完全能够解决薄壁塑件的产品质量问题,满足日益增长的薄壁塑件的需求。由于塑件可以制成各种复杂形状,给模具的结构设计、加工制造带来挑战,尤其是塑件薄壁技术的应用国内外都在进行研发和完善。相信通过薄壁塑件生产不断积累经验,塑件薄壁技术的推广应用势在必行风,毫无预兆地席卷整片旷野,撩动人的思绪万千。
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581



