


振业注塑汇国内专注注塑业咨询服务公司,致力于注塑业的降本增效
专注注塑工厂降本增效改善:杨建宏

✎导 读
笔者就职于一家制造型企业,实际生产中常有插单问题,与同行交流时,也常听到相同的抱怨。本文笔者将结合日常解决工厂插单问题时的体会,与同行进行交流分享。
01
前言
在制造业、金融业、物流业等众多行业当中,制造业为经济的基础,只有制造业发展了,物流业才有货物运输、金融业才有广阔的投资领域。制造企业的经营实体为生产工厂,在工厂日常生产活动中,经常会遇到插单问题。所谓插单就是临时接到客户紧急订单,需要优先安排生产出货,会改变已有的生产计划,即原有的订单生产顺序。插单问题是让很多制造型企业都非常头疼的问题。
笔者就职于一家制造型企业,实际生产中常有插单问题,与同行交流时,也常听到相同的抱怨。本文笔者将结合日常解决工厂插单问题时的体会,与同行进行交流分享。

02
两种生产模式的区别
按照产品面对的市场不同需求角度,制造型企业的生产模式可分成两种类型:
- 面向销售预测;
- 面向订单型。
面向销售预测指的是同样产品在一定时期内会重复生产。例如某汽车型号,电视型号等,因为是重复生产,生产厂家会对未来市场需求进行预测,进而提前准备原材料或产品,这样客户订购产品时,交付时间会很短。
面向订单型生产是指企业提供的产品是一次性的,未来客户是否还有同样的需求不太确定。例如海水淡化项目,每个项目都有区别,因为需求的不确定性,企业不可能提前将产品生产好,需要接到客户订单后,再安排生产。
实际的制造型企业可能两种生产模式都有,例如笔者所在的企业就是如此。占销售额90%以上的产品都是面向销售预测型,需要提前准备生产,还有一小部分是维修订单的配件更换,属于面向订单型,需求很不确定,不能提前准备,只能接到订单后再准备生产。

03
插单前的对应-库存应对
一个零件在生产过程中可能有若干流程。例如下图

上图中A0表示A零件的原材料,它经过A1和A2两个工序生产成A,A零件又是一个通用件,它既可以生产成B,也可以生产成C。
如果是面向销售预测的生产模式,通过库存应对插单可以有如下对策:
- 产品B和C留有成品库存,这样当B或C的订单增加时,直接将B或C的在库发货即可,不会对前面生产计划造成冲击。
- 如果不能确定客户会采购产品B还是产品C,可以A零件留有库存,这样很灵活。如果客户订购产品B, 就将零件A生产成产品B;如果客户要产品C, 就将零件A生产成产品C。这样不会对A之前的生产安排造成冲击,虽然影响A之后的生产计划,但是A生成B或C的工序都很短,所以对整个生产过程冲击很小。
- 如果零件A留有在库风险也大,并且原材料有更多的通用性,就只能从原材料考虑是否需要留有在库对应客户需求变化,以便客户下达产品订单后,按时交货。当然也要看原材料的供货周期,如果原材料供货周期很短,例如今天订购,明天供应商就能送到,这种情况下原材料也无需留有库存。
如果是面向订单生产,产品B和C能否有订单都不确定,因而B和C都不能提前生产,A也不能提前生产,如果原材料A0具有很强的通用性,并且采购周期长,最多就是提前准备好原材料A0的安全库存。
对应插单问题或者产品订单数量增加,需要有相应的零件库存对应。虽说很多理论文章都说库存占用资金,最好零库存,但因市场需求经常变化,并难以准确预测,而产品都需要一定的生产周期,当客户订单增加时,如果没有一定的零件库存,会面临无法按时交货而错失商机。对库存的设定不能完全理论化,照本宣科,必须根据行业市场形式特点和产品生产工艺特点综合考虑,合理的库存设置是对应生产插单的有效手段。

04
插单时的谈判策略
插单可能会打乱已经排好的生产计划,增加生产成本。为了保持利润,可以要求客户付出更高的价格,也符合情理。谈判时告知客户插单产品的供货周期以及临时变更计划所造成的成本增加,所以价格也会相应调整。在这种情况下,可能会使客户自愿减少插单或紧急订单。这种谈判,从商业诉求上完全合理,就像发快递,当日送达的价格肯定高于次日送达费用。
对紧急订单以价格区别的方法是一种商业策略,可以迫使客户做出精确的采购计划,减少紧急订单带来的插单。例如,也可以这样做,与客户约定允许生产插单的比例,超过部分需按急单加收费用,以此给客户增加成本压力,进而减少插单和紧急订单比例。
人的行为取向都是受商品价格影响的,例如因为淘宝上买商品便宜,在淘宝上买商品的人为了便宜的价格,便在时限上有所让步。客户也是一样,如果告知插单的产品价格会一定幅度上浮,客户就会重新考虑是否让供应商插单安排生产。
05
插单生产对设备能力占用的影响分析
一个生产型企业可能有很多设备,例如笔者所在公司设备总数超过500台,但设备对生产系统的影响不同,我们可以根据设备能力占用情况给其分为瓶颈设备和非瓶颈设备。下面是一个不同设备能力占用的图示。
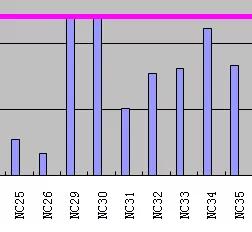
上图中紫色颜色线表示设备的理论能力,蓝色柱状条表示设备生产时实际能力占用。如果蓝色柱形图到达了紫色线,说明设备是满负荷运转的,该设备就是瓶颈设备,上图中NC29, NC30都是瓶颈设备。其它几台设备蓝色柱形图没有到达紫色部分,就是非瓶颈设备。
一般说来,一个零件的生产都要经过多个工序,例如笔者所在的企业平均一个零件需要10个工序完成,这些工序中有的设备为非瓶颈设备,有的为瓶颈设备。安排生产计划的关键在于瓶颈设备的生产计划是否合理。瓶颈设备的生产能力决定了整个生产系统的生产能力,就类似决定水流大小的主因在于瓶子口的截面积。非瓶颈设备由于设备能力富余,计划的不周导致设备能力的浪费不会影响整个生产系统的产出。而瓶颈设备则不同,浪费一小时的生产能力,就会导致整个生产系统浪费一小时。
插单生产的零件必然要占用一些设备能力,要分析其占用的是瓶颈设备能力还是非瓶颈设备。如果占用的是非瓶颈生产设备,则对生产计划没有大的影响。因为非瓶颈设备能力有富余,可以在不影响已经排产零件的情况下,再增加插单的零件进行生产。如果插单的零件占用的是瓶颈设备能力,设备能力已经饱和,必然会对原有的生产计划造成干扰,部分产品的计划要向后调整。

06
插单时生产计划的调整顺序
上一段已经说过如果插单零件需要使用瓶颈设备,就需要对该设备上已经排好的生产计划进行调整。将该设备上部分生产计划滞后,应该按照什么顺序调整呢?
一个零件生产过程可以包括若干生产工序,可以根据该设备上各个零件的生产阶段做如下分类:
- 还未投产的生产计划,指的是该零件生产计划虽然排产了,但第一个工序还没有开始生产。
- 已经投产但刚开始加工前面工序,离完工工序还很长。
- 零件已经生产了大部分工序,并接近完工的零件。
如要对已经下达的生产计划进行调整,调整的顺序优先级为:
还未投产>刚刚投产>完成大部分工序的
这种调整策略也能最大限度保证客户交货期。一般生产计划安排零件的生产顺序是根据客户的交货期顺序安排的,还未投产的零件交货期晚,已经投产的零件交货期近。尽量不延后已经投产零件的生产计划也是为了保证客户近期的交货期。
这样调整策略对整个生产过程冲击最小,对于还未投产的零件生产计划将其延后生产,也不会造成生产车间半成品的堆积,避免增加半成品库存。如果零件生产已经进行中了,将其暂停生产,设备切换成插单的零件,车间内就会积压已经生产了一部分的零件半成品库存,既占用资金和空间,也不利于零件库存的统计。

我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!

--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581
振业注塑汇海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!



