


作者:振业注塑 罗老师
■产品信息:
品名:门面前框
材料:PC(BK)
模穴数:1 X 1
制品重量:835.g
注塑机吨位:650T ,
螺杆直径:Φ105mm ,
炮筒温度290℃-320℃,
模温设定:后模65℃,前模75℃
成型周期:68″,
使用5段射速及2段保压
■产品后加工:
热流道针阀模具,注塑要求没有披锋,水口平整,不影响装配,使用保护膜包覆,使用工装车包装。
■产品品质要求:
产品为外观功能件,客户对品质要求极高,产品不允许有刮花、料花、欠注、混色、披锋等可见缺陷,尺寸必须在图纸范围内。
■品质不良信息:
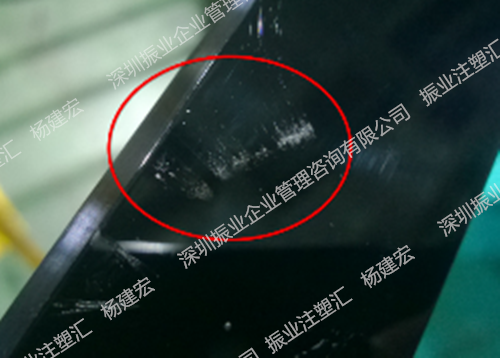
生产中产品表面固定区域的出现有料花、冷料痕,在产品表面,品质判定为明显外观不良,产品不可接受。

■案例分析、改善过程信息:
1、 产品表面料花、冷料痕不良现场分析:
|
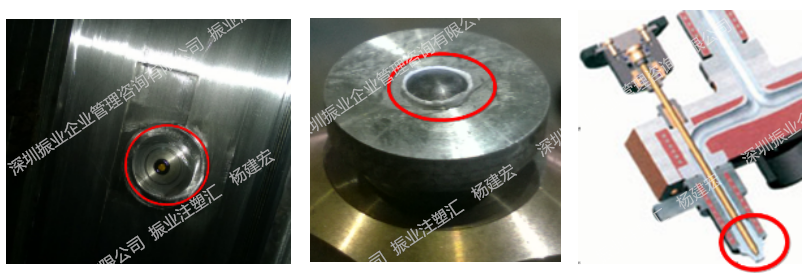
1) 通过使用放大镜观察,此不良现象为在产品表面有气泡状异色,用指甲可以刮破起皮,判断为确实为料花不良; 2) 再到生产模具上观察,模具热流道封针处有残留的塑胶碎屑,加上实际不良内容,判断为注塑模热流道气阀封针磨损,导致封胶不严实,残留有披锋碎屑; 3) 另一处热嘴封针没有封住,热嘴有材料溢出,再次注塑时冷胶卷入模具表面,形成表面不融合的冷胶印痕; 4) 热流道内部存在不流动的熔胶死角,长期加热后行程过热分解的料花在注塑表面,成为不良品; 5) 使用普通压缩空气,系统压力不足,只有0.5Mpa,不能顶住注塑保压时更高的模腔压力。
|
2、 具体改善对策:
|
1) 下模检查模具热流道,更换磨损的气阀封针; 2) 清洁模具封针,清理阻碍封针动作的异物; 3) 调整模具热流道温度,降低出现分解料花的热嘴温度; 4) 使用压缩空气增压泵,提高系统气压到1.2Mpa,避免型腔压力推回阀针; 5) 长期对策为更改模具气阀控制系统,将原来6组分解成2个3组,分别用2组气压控制。
|

3、改善后成果展现:
经过上述几个方面的改善,产品品质合格,生产整个晚班此类料花、冷胶不良大幅度降低,异常基本解决。
注:如有任何疑问,欢迎指正、探讨哦!
本文由振业注塑原创文章,转发请备注由来。
2019.6.20



