


产品信息:
品名:透明门窗板 材料:ABS(透明白)
模穴数:1 X 1 制品重量:335.g
注塑工艺:
注塑机吨位:380T , 螺杆直径:A型Φ65mm , 炮筒温度200℃-235℃, 模温设定:后模机水30℃,前模60℃
成型周期:59″, 使用5段射速及2段保压
产品品质要求:
产品为外观功能件,客户对品质要求极高,产品不允许有刮花、料花、欠注、混色、披锋等可见缺陷,尺寸必须在图纸范围内。
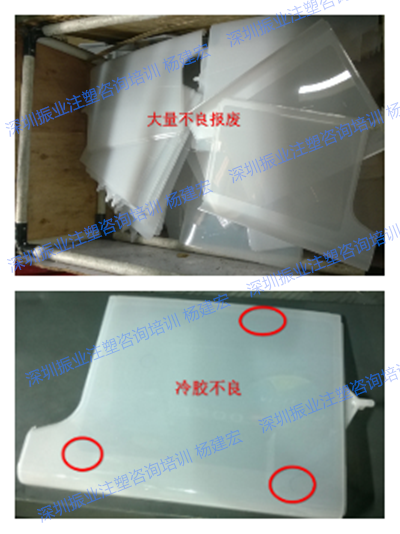
品质不良信息:
生产中产品表面不规则的出现有异物,在产品表面,品质判定为冷胶不良,产品不可接受。
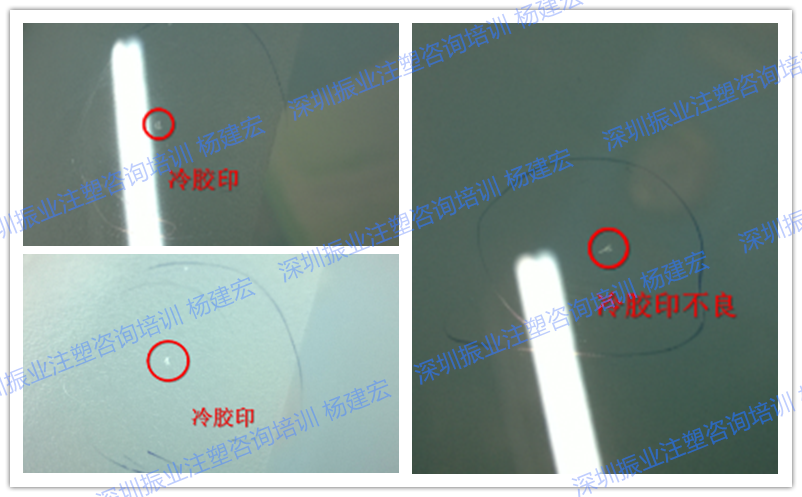
1、 产品表面白色异物不良现场分析
a) 使用放大镜观察,此不良为白色粉末,不熔于塑胶材料本体,即不良物体来自于外界环境,不是材料本身;
b) 仔细观察生产机台周边环境,此透明产品生产机台与旁边普通产品机台生产区域在一起,没有做有效的隔离,外部和空气的的悬浮杂质容易因静电吸附到模具上,造成冷胶不良;
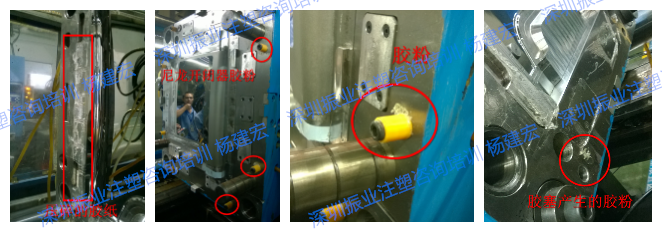
c) 查看模具内部,技术员为了改善模具油污不良,在分型面缝隙上贴了大量胶纸,经长期合模挤压后,胶纸被压碎,飞到模具表面啤塑时形成冷胶;
d) 仔细观察到模具尼龙开闭器严重磨损,产生大量胶粉,粘附到前模表面,形成冷胶不良;
2、 具体改善对策
a) 因环境固件限制,加强在生产区域周边的5S工作,减少外部污染;
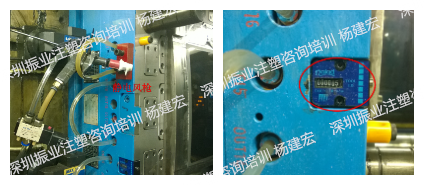
b) 增加外部离子风枪,消除模具周边静电,减少吸附杂质的可能性;
c) 彻底清除模具表面的胶纸,清洁和保养模具分型面;
d) 分析此套模具为新开模具,试模OK后第一次量产,模具计数器仅为58模,所以模具还处在磨合期,尼龙开闭器孔圆角不合理,且孔内粗糙,容易产生胶粉,安排工模师傅即刻抛光省顺圆角和内孔;
e) 更换进口尼龙开闭器,减少产生胶粉的可能性;

3、改善后成果展现:
经过上述几个方面的改善,产品品质合格,连续生产整个晚班此类冷胶不良大幅度降低,异常基本解决。
本文由振业注塑汇原创文章,转发请备注由来



