


塑料螺母件之后筒不良案例分析【振业注塑】---- 第72期
产品信息:
品名:后筒基座;3C通讯
材料:ABS+PC
模穴数:1*4.制品重量:240g

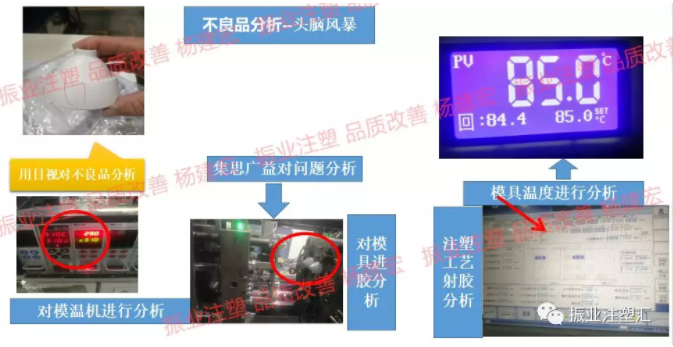
一、原因
1、产品在生产中混色,缺胶,油污不良率27.1%。
2、产品的混色不良存在严重品质隐患。
3模具热流道优化,工艺设置不合理是造成产品的缺胶主要原因。
二、改善方案
1 ,保养模具,进行模面保养清洁
2、重新优化注塑工艺,特别是注塑射胶部分,优化注塑模温,热流道规避产品缺胶,混色产生
3 ,建立品质报警机制,对不良品超过5%模具必须进行改善后生产;

三、改善成果
通过模具优化及工艺优化后等改善后实现,经过12个小时生产,由热流道高温,热流道胶料分解,工艺设置不合理导致产品混色,缺胶不良率27.1%下降到3%不良率下降2.91%;生产效率由班产量3078PCS上升至4092件提升,消除品质隐患和模具异常隐患
四、改善固化
1、模具;每天进行定时模具保养;
2、工艺;制作工艺卡并进行工艺固化
3、持续改善--产品生产效率持续跟进;
本文由振业注塑咨询培训原创文章,转发请备注来源!



