


DT导读

原材料价格不断飙升,对制造相对低廉的亚洲市场带来了巨大的冲击,廉价已经不再是中国制品商的优势。同时,随着产品越来越复杂,制件的公差要求和表面外观质量要求也越来越高,采用传统的注塑加工技术很难达到品质或成本要求。可以说,塑料加工商遇到了前所未有的挑战,迫切需要寻求新的加工技术来改变困境。微发泡注塑成型工艺是一种新型的精密注塑成型技术,这种技术可以将制件的生产尺寸精度控制在0.01~0.001mm之间,有时甚至能够达到0.001mm以下。与传统的注塑工艺相比,由该技术生产的制件具有良好的力学性能以及尺寸稳定性,而且制件的尺寸精度和重复精度高,公差范围小。由于其自身的多种性能优势,加上塑料加工领域的“突变”,为该技术提供了广阔的发展空间。
一、 微发泡的概念
微发泡,主要是通过物理或化学发泡的方法,在聚合物材料内部引入大量平均直径为 1μm~100μm 的微细闭合泡孔。
二、微发泡注塑工艺(不特别指明通指物理微发泡)
微发泡注塑流程如下:
氮气或二氧化碳经过超临界流体控制系统产生超临界流体,再通过注气通道打入注塑机螺杆的均化区,通过螺杆塑化剪切,高分子熔体和超临界流体在均化区内充分溶解形成单相融体并保持在一定的恒定压力下,当注塑机的注射指令发出时,自锁喷嘴将会打开将单相融体射入模具的型腔中,形成微发泡产品。

三、 微发泡注塑的特点

四、 微发泡注塑工艺的应用

微发泡制品常见问题及解决方案:
微发泡制品的性能受到发泡质量的影响,但传统注塑工艺下的泡孔仍存在分布不均、泡孔出现较大变形、泡孔密度过低等问题;另外,微孔发泡制品表面粗糙、存在大量的银纹带也限制了其发展和应用。
五、外观解决方案
1、型腔反压技术(ICP)
表面缺陷主要由充模过程中流动前沿泡孔破裂和界面剪切位移引起。增加充模中流动前沿的熔体压力,泡孔成核的自由能垒升高,将有效地抑制充模过程中泡孔的成核速率,使熔体在充模后发泡,从而起到改善表面缺陷的作用。
2、快速变模温技术(RHCM)
在充模过程中,如果模具保持较高的温度可以有效减缓聚合物熔体的冷却速率,使熔体保持在较高的温度范围内;一方面充模中产生的泡孔在高温高压下可以再次溶解于聚合物熔体中;另一方面温度升高使聚合物熔体的流动性变好,与型腔表面的粘结力小,有效地降低了界面之间剪切力的作用。可以改善制品外观质量,消除产品注射成型表面缺陷,提高产品表面光洁度,同时可以缩短成型时间。
3、共注塑技术(CNM)
其中夹心注塑工艺是常用的方式,夹心注塑类似于能制造多层结构制品的共挤出工艺,;两种工艺的共同点就是物料都分层流动。对共注塑工艺而言,一般先注塑制品的外层表皮组分,外层注塑开始一定时间后才开始注塑另一种芯料或发泡芯体组分。外层表皮包覆杜绝了发泡材料表面缺陷。
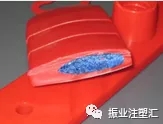
图4 夹心注塑发泡制品
4、模内装饰技术(IMD)
IMD就是将已印刷成型好的装饰片或者膜材放入注塑模内,然后将树胶注射在装饰材的背面,使树脂与片材接合成一体固化成型的技术。IMD是在注射成型的同时进行镶件加饰的技术,产品是和装饰承印材覆合成为一体,对立体状的成形品全体可进行加饰印刷,使产品达到装饰性与功能性于一身的效果。
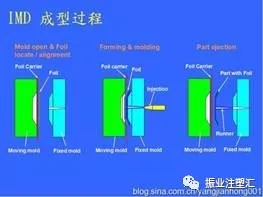
图5 夹心注塑发泡制品
六、发泡形貌的改善方法
1、注塑工艺调节
注射速率:提高注射速率可以增大孔隙率,降低泡孔直径;
射胶量:成核能力较弱的溶体,增加射胶量可以限制发泡空间;成核力较强的熔体,适当减小射胶量,可以提供一定的发泡膨胀空间,获得较小的泡孔尺寸;
熔体温度:熔体温度过高会导致黏度下降,抵抗泡孔变形的能力降低,泡孔直径较大且形状不规则;
模具温度:较高的模具温度有助于增加泡孔密度,降低皮层厚度,但过高易导致泡孔直径变大,发生并泡。
2、发泡工艺调节
微发泡注塑工艺,射入的型腔中的单相熔体体积小于型腔体积以提供多余的空间进行发泡。操作简单,但由于受到型腔内部剪切流和温度的影响,气体损失较大,泡孔结构不一致从而造成力学性能的损失。
注压发泡:单相熔体首先注入到一个部分打开的型腔中,利用多余空间发泡后在很短时间内依靠锁模力压缩至所需的试样厚度。由于熔体填充完毕后,施加压力使得型腔内部熔体压力增大,临界成核半径增大,制品内部泡孔尺寸重新分布且趋于一致。
延时二次开模发泡:熔体注满型腔后延迟数秒使动模在厚度方向上打开到所需厚度,释放空间进行发泡,可以促使结晶材料的结晶度增加。早期晶体的形成,使的晶体周围气体浓度升高,可以促进泡孔的成核。
3、聚合物共混
聚合物共混对于调控发泡形貌具有重要的意义,通过共混,材料在保持自身性能的同时,还可以通过协同效应提供额外的性能。例如:增大气体在基体中溶解度、扩散系数和提高熔体黏度等。
4、加入填料
区别于均相成核,填料的加入会引发发泡体系异相成核从而改善发泡形貌。其具体的作用可以归纳为如下:
明显降低体系成核的临界自由能垒;
增加体系的成核点;
增加熔体的黏度,产生应变硬化的效果,有效抑制泡孔的长大和合并。
目前可供使用的填料种类有很多,如纳米碳酸钙、纳米粘土、SiO 2 、碳纳米管等,其中纳米粘土的应用最为广泛。
填料尺寸、形状以及分散状态不同对于发泡效果的影响不同。许多研究表明,添加纳米颗粒后,泡孔尺寸可以降低 1 个数量级,泡孔密度可以增加 2~3 个数量级。
7 微发泡的发展前景
未来一段时间内,注塑微发泡的研究可能集中在以下几个方面:
(1)可视化装置的设计,通过可视化装置的设计来直观的分析注塑发泡的动态过程,为正确分析不同加工参数对泡孔形态的影响提供指导;
(2)三维模拟软件的开发,通过软件模拟来定量化分析不同的温度场和压力场对于发泡制品的影响;
(3)探索新的改性材料和方法,对聚合物之间、聚合物与填充颗粒之间的界面相容性以及对于泡孔成核和长大的影响进行进一步的深入研究。面对国内外资源的日益紧张和客户需求的提高,解决好表面质量和发泡形貌两个问题,注塑发泡加工工艺的研究必将成为今后的一个重点发展方向。
我们为注塑企业,提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!

--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581

振业注塑汇
海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!



