


来源:振业注塑汇
作者:杨建宏
水口胶丝是注塑生产中的常见问题,如下图,是一根胶丝。

如下图,是生产中的一窝胶丝。

胶丝是一种严重的注塑缺陷,轻则影响产品质量,重则压坏模具,所以注塑生产都会视胶丝为大敌。
下面我们就讨论下胶丝相关情况。
一
分类:
胶丝一般情况下分为2种 ——注塑机喷嘴处的胶丝;热流道口的胶丝。
二
形成原理:
所有胶丝都是熔融态的塑料与类固态(高弹态)的塑料接触处,熔融态塑料被拉出成丝的结果。
这种拉丝的效果在塑料其他加工领域被变废为宝,变弊为利而发扬光大,比如纺丝工艺,就是纺丝(拉丝)出来的,只不过我们的拉丝不稳定不能持续。
而喷嘴处合热流道口处恰是熔融态的塑料与类固态(高弹态)的塑料接触处,所以拉丝就在这里产生。
三
影响:
拉出的胶丝或者粘在产品表面形成废品,或者粘在模具分型面上压坏模具,后果很严重。
四
原因及预防:
4.1.材料本身问题,正常加工温度范围内黏度过低,容易产生拉丝,比如PA、PP等。这种情况的预防措施有3个:
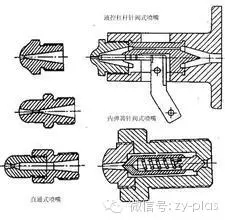
1) 在模具上下功夫,采用针阀模具。

2) 在生产工艺上下功夫,采用生产中座台退的工艺。
3) 在机器喷嘴上下功夫,采用自锁喷嘴。
4.2.加工温度高导致的黏度过低。这种情况适用大多数材料,特别是温敏性材料。如PC等。这种情况的预防措施主要有2个:
1)降低喷嘴或热流道处的温度。一般降低10~~20度即可。
2)启用螺杆松退的功能或增加松推的距离。这个距离一般在5 - - -10mm即可。
4.3. 参数设置不良,背压过大。减小背压。
通过以上努力,一般可以解决胶丝问题。
另外:我们的线上课程:《注塑零缺陷》系列已经上线啦!
整个系列一共会讲到五十个常见的注塑缺陷的原因及解决方法。
《注塑零缺陷》系列一共有五小节,每小节10个注塑缺陷内容(只要299元一小节,就可以学习到10个缺陷问题啦!!)
赶快拿起你的手机添加我们的客服购买吧(另外活动期间有高额20%的佣金,自己学到本领别忘记告诉你们的小伙伴,分享还能赚钱,边学边赚一举两得哦!)
振业注塑咨询,针对注塑企业在发展不同阶段存在的管理痛点提供定制化的咨询服务和解决方案,从诊断开始——方案策划——方案实施——项目后服务一站式解决企业所存在的问题。

振业注塑咨询,针对注塑企业在发展不同阶段存在的管理痛点提供定制化的咨询服务和解决方案,从诊断开始——方案策划——方案实施——项目后服务一站式解决企业所存在的问题。

往 · 期 · 精 · 选
(点击下方题目即可阅读)
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581

振业注塑汇
海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!



