


一、注射模结构设计
1. 分型面的选择
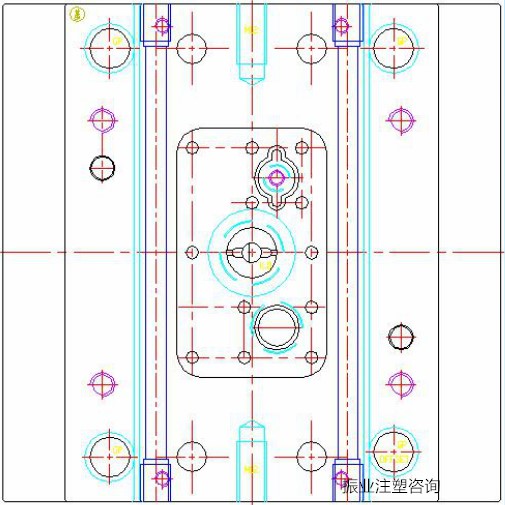
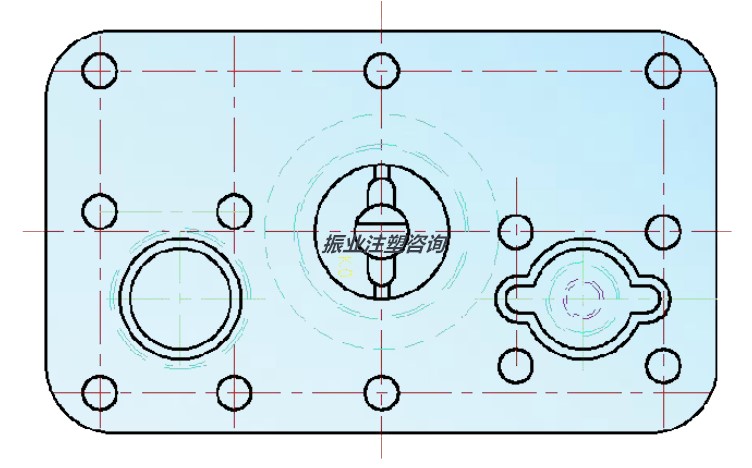
根据分型面的选择原则,考虑不影响塑件的外观质量以及成型后能顺利取出塑件,选择如下图所示的分型方案。


2. 型腔数目的确定及型腔的排列
由于采用一模一件成型,因此型腔布置在模具的中心,这样也有利于浇注系统的排列和模具的平衡。
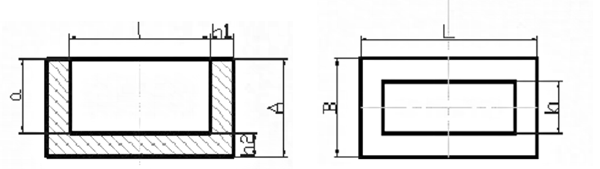
3. 型芯型腔结构设计
·由于塑件外形较简单,因此型腔可采用整体式结构;型芯采用整体嵌入式结构,台阶固定或螺钉固定。

4. 浇注系统的设计
① 主流道设计
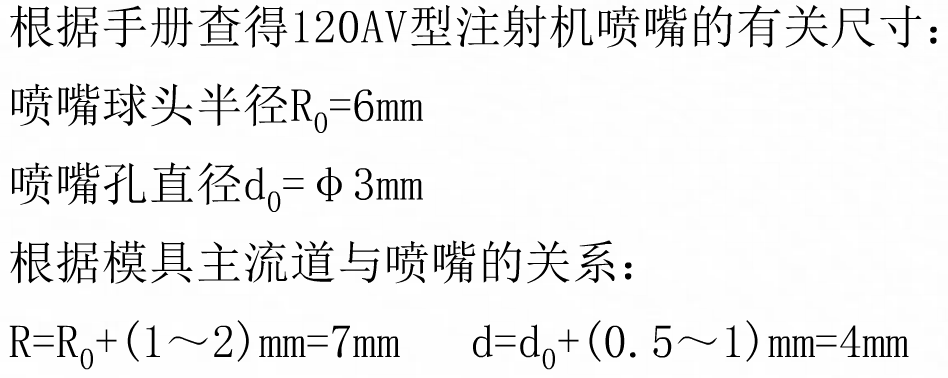


② 分流道设计
分流道的形状及尺寸与塑件的体积、壁厚、形状的复杂程度、注射速率等因素有关。
从便于加工方面考虑,采用半圆形的分流道,查教材表5-*9可知流道直径为4.8-9.5mm,取流道半径2mm。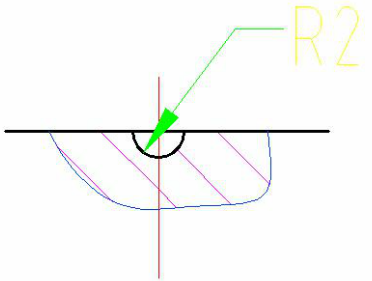

③ 浇口设计
浇口的设计包括浇口类型的选择、浇口位置及尺寸的确定
该塑件中心有通孔,可采用轮辐式浇口,浇口形状为矩形,厚度为0.5mm,宽带2mm。
④ 冷料穴设计
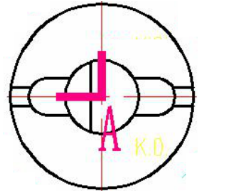
制件采用推杆推出,拉料杆采用Z型拉料杆。


5. 排气系统设计

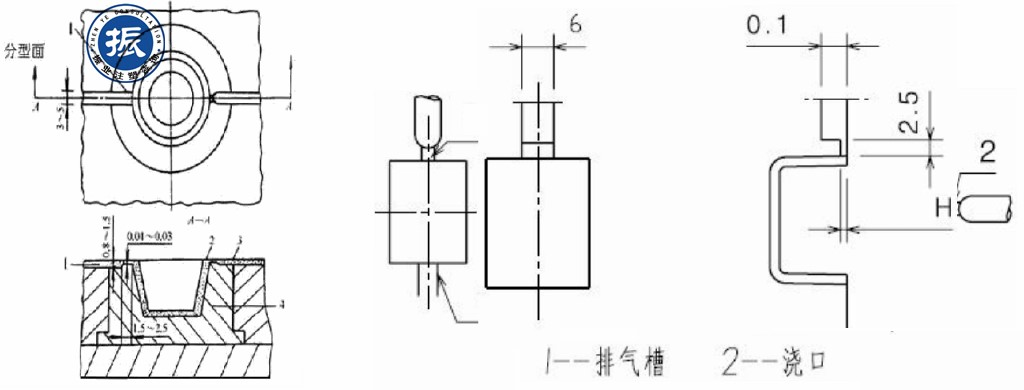
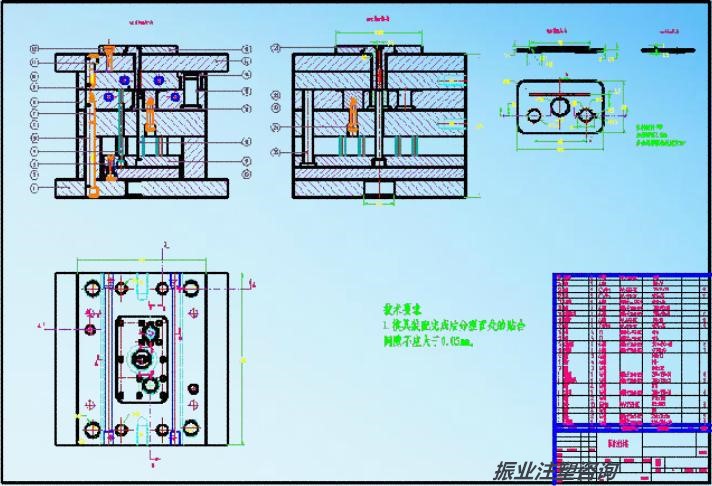
① 利用模具分型面和配合间隙自然排气,排气间隙以不产生溢料为限,通常为0.03-0.05mm。
② 利用烧结金属块排气:通气孔直径D不宜太大。
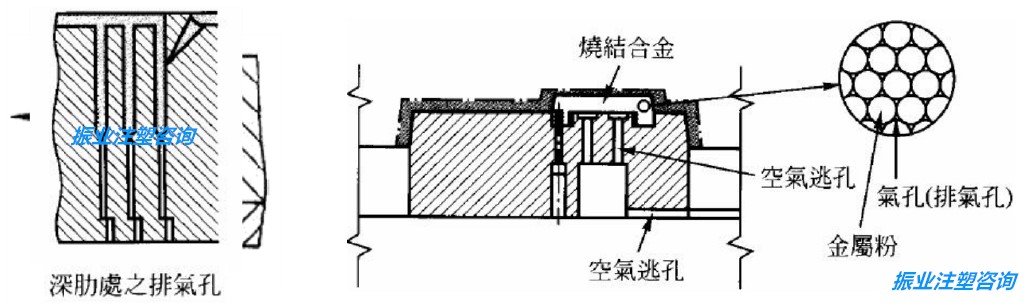
③ 排气槽排气:适用于较大塑件或成型过程中有大量气体产生的情况。
● 排气槽应开在型腔最后填充部位。
● 排气槽不应正对操作工人。
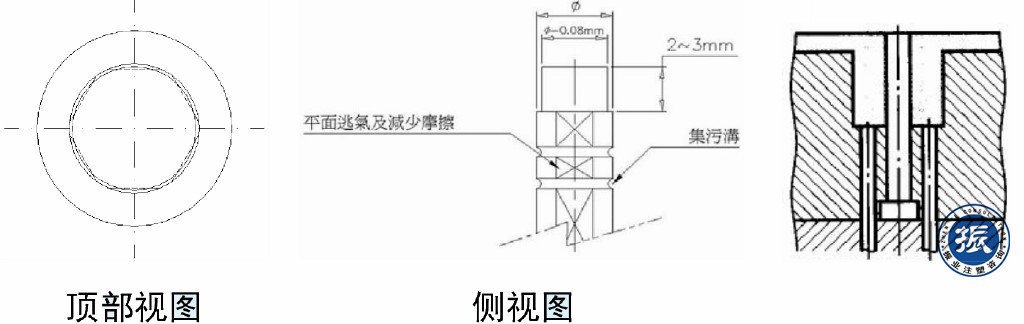
④ 顶针排气:可以用铣床、磨床加工。
![]()
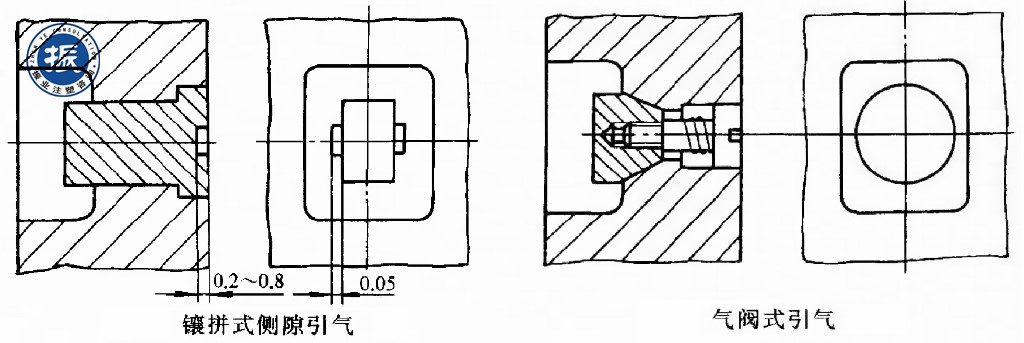
6. 引气系统的设计:大型深壳形塑件包紧型芯形成真空,难以脱模,需要引气装置。
7. 推出机构设计:可采用推杆推出。


8. 冷却系统设计:根据塑件结构形状,选用直通式冷却通道形式。

9. 标准模架的选择
本塑件采用轮辐式浇口注射成型,推杆推出,型芯采用台阶固定方式,因此选用A2型模架。

二、模具材料的选择

三、注射模设计的有关尺寸计算
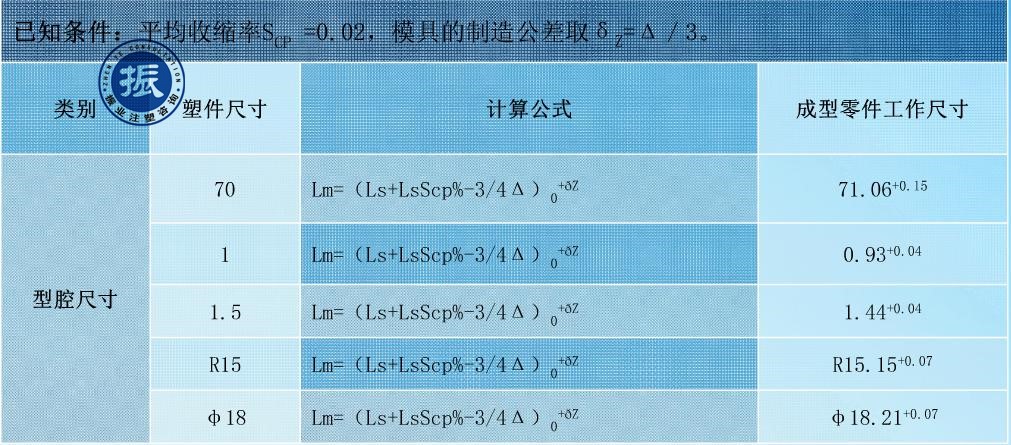
1. 成型零件尺寸计算
查教材附录C得聚丙烯收缩率为2%,模具的制造公差取:
![]()

2. 型腔壁厚及底板厚度计算
按强度计算型腔底板厚度为:
![]()
按强度计算型腔侧壁厚度为:
![]()
因此模板的宽度尺寸为:60+4+4=68mm
模板的长度尺寸为:100+4+4=108mm
考虑到安放冷却水路,因此取周界尺寸为200mm*150mm的模架。
型腔板厚度取25mm
3. 冷却系统设计计算
设模具平均工作温度为50摄氏度,用常温20摄氏度的水作为冷却介质,出口温度为30摄氏度,产量为8.9kg/h。
聚丙烯的单位热流量为590000J/Kg,则塑件在硬化时每小时释放的热量为:
![]()
冷却水体积流量为:
![]()
取冷却水路直径d=8mm。
4. 推出机构设计计算
脱模力F=9672N
根据塑件形状,设置12根推杆,推出位置如图所示。可得出推杆直径:
![]()
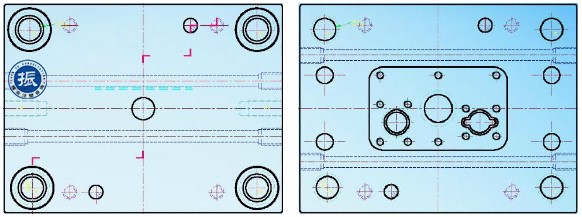
四、绘制模具总装图及零件图
绘制模具总装图如下:
五、注射机有关参数的校核
1. 模具闭合高度的确定和校核
模具各模板尺寸:H定=20mm,H型=20mm,H固=25mm,H支=30mm,H垫=50mm,H动=20mm
模具闭合高度:H闭=H定+H型+H固+H支+H垫+H动=20+20+25+30+50+20=165mm
120AV型注射机所允许模具的最小厚度为Hmin=152mm,最大厚度Hmax=380mm,模具满足的安装条件为:
![]()
2. 模具开模行程校核
120AV型注射机的最大开模行程S=320mm,满足下式计算所需的出件要求:
![]()





