


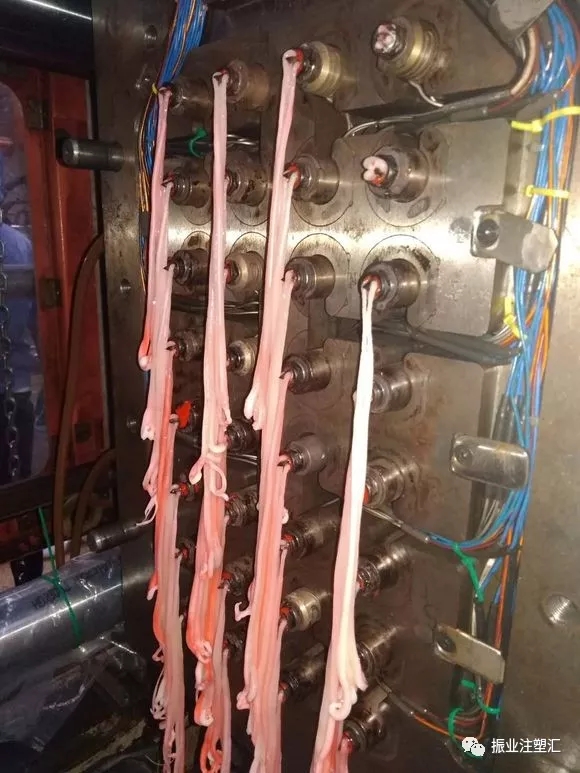
此问题为振业注塑交流群朋友咨询的:我司专做瓶盖的,热流道经常很难换色,有什么好方法?
 ―――――――――――――――――――――――――――――――――――― 问:
―――――――――――――――――――――――――――――――――――― 问:
产品问题图集
答: ―――――――――――――――――――――――――――――――――――――
热流道换色历来是一个比较难解决的课题,每每在颜色进行更替时,各位师傅、大神更是使出浑身解数来解决这个问题。在我们的杨氏注塑法里也有类似的案例,结合该问题,下面推介一下我们使用的方法,不一定对于你们适用,就当参考吧。(环境、机器、热流道加工工艺等不尽相同)
1、因为你啤塑瓶盖,基本使用PP料,PP料本身就是粘度比较高的材料,那在切换时需要更多频次的往复射出;
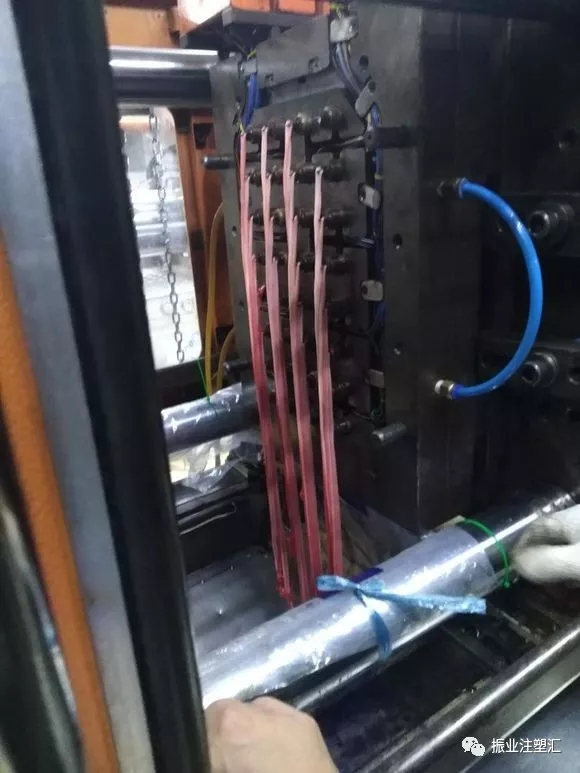
2、往复射出前,请先将热流道的温度比常规温度升高30-50℃,让粘附在流道内壁的前一种颜色原料,充分与新料熔融,才能彻底过干净;
3、因为是同种粘度材料,所以在换料清料时需要将射出速度调整到大值,才能产生较大的推动力将热流道内壁的滞留料推出;
4、清理过程应是短行程,高射速的重复清理,而不是像题主这种不停射出的方式,只会浪费更多材料,效果还不好;
5、时间过程可能持续30-50分钟,可以在加高热流道温度后,直接调高射速,短射的方式全自动啤塑产品,直到清理干净;
6、如果每次清理时间超过4小时,应检查热流道,如隔热帽、流道过程中是否存在滞留死角,流道中是否崩缺等。对于此类模具,建议直接拆模清理热嘴效率来的更快。
7、专用洗机料对于炮筒清理似乎更有效,热流道似乎效果不那么明显。
以上,希望能帮到你,如有任何疑问,欢迎进一步沟通,振业注塑咨询持续为广大注塑企业服务,初心不变,注塑咨询,一群人一辈子奋斗的事业!
往 ・ 期 ・ 精 ・ 选
(点击下方题目即可阅读)
我们擅长:
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581



