


一,常见注塑件素材不良
1,缩水(表面凹陷)

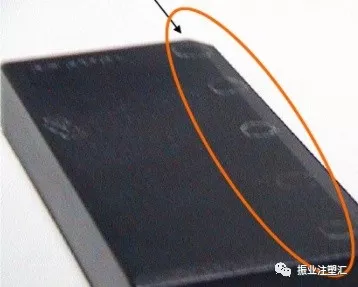
2,料花
3,变形
4,披锋

5,顶白
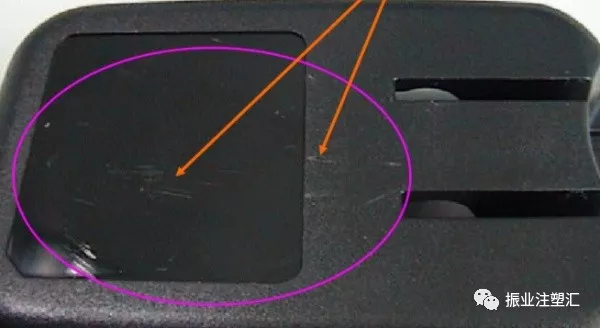
6,划伤

7,胶丝

8,结合线

9,缺胶

10,色差
11,水口未削平

12,水口削缺

13,脏污

14,油污

二,注塑模具的构造
1,首先看一下模具合模的简易图和模具详细的分解图。

(图1)
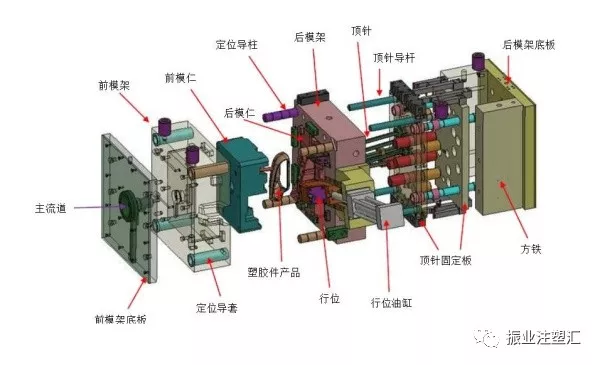
(图2)
注塑成型的简单原理就是 :前模(浅蓝色部分)和后模(深蓝色部分)合在一起后会得到一个腔体,然后将塑胶注射到这个腔体里面,保压冷却后就可以得到相应的壳体。如图1所示,黄色部分就是注射后能得到的壳体形状。
2,注塑的简单过程:烤料---合模----注射-----保压----松退---冷却---顶出
三,素材不良的原因
1,烤料的时候如果时间过长或者温度过高,就会导致素材产生色差(尤其是白色),其他还会导致色差的原因有:色粉不对(原料的本色+色粉就能配出想要的素材色),素材造型不一样,参加了回料或者其他不同牌号的原料等。
2,保压压力太小,有的地方打不饱满,就会出现缩水、缺胶等故障。缩水容易在壁厚不均匀的地方产生,缺胶容易在离进浇口远的地方。缩水还有可能是设计上的缺陷导致的。(进浇口是塑胶注射的入口,有单点进胶和多点进胶,特殊点的如牛角进胶。进浇口也叫水口)
3,保压压力太大,边缘地带会产生披锋,尤其是分型面和孔径处。披锋还有可能是模具上有缝隙。
4,保压时间不够或者冷却液循环出了问题,顶针处会出现顶白或者顶高的不良。
5,进浇口温度过高或者掺杂了回料(二次回收的原料),那么就会产生料花,尤其是在进浇口的附近。
6,多点进胶在塑胶结合溶结的地方可能会产生一条线,叫结合线。这个可以通过后期打磨处理。
7,原料里面有杂质和脏污最后会出现在素材上,最常见的是黑点。
8,顶出的时候,如果斜顶走的不顺利,可能会拉完结构,产生变形。
9,顶出后的素材首先需要修剪水口,会产生水口未削平,水口削坏的不良。
10,在削水口和披锋的时候容易削出胶丝附着在壳体边缘。
11,模具没清洗干净,在素材上有可能出现大面积的油污。
12,素材在包装,脱模,顶出等过程中,容易产生粘模,划伤等不良。
四、模具其他知识点
1,图2,前模可以拆分成模架和模仁(模芯),模架负责固定,模仁负责腔体造型。
2,后模除了模架和模仁还有顶针板。顶针板上有顶针,主要是开模后把壳体顶出。
3,前模也叫母模,在注塑过程中保持固定。后模也叫公模,在注塑过程中负责行程。
4,模仁由铜公采用电火花放电的形式加工而成,铜公由CNC加工产生。
5,为了保持注塑过程中的温度恒定,可以设计热流道。如果没有热流道可以增加一台模温箱
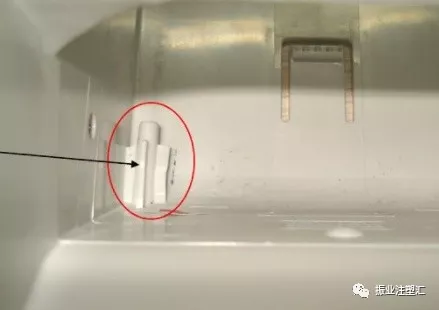
五、斜顶和滑块的区别
为了解决倒扣,将模具的垂直运动,转向变成水平运动。
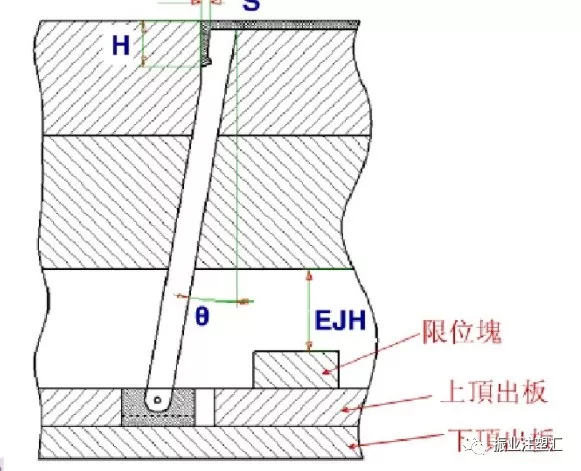
(图3)
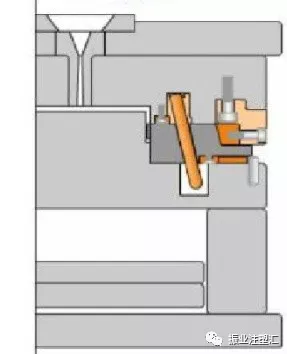
(图4)
图3是斜顶的构造,图4是滑块的构造。区别在于:斜顶的是随着顶针板一起运动的,所以它的行程受顶针板限位块的影响,图3所示的,斜顶的水平行程L=EJH*tanθ。滑块是在开模的时候跟着模架一起运动的,所以他的行程收到滑块本身的限位槽的影响。
另外,斜顶和滑块都是相对壳体的水平运动,因此在设计的时候,这部分倒扣尽量设计成水平的造型。
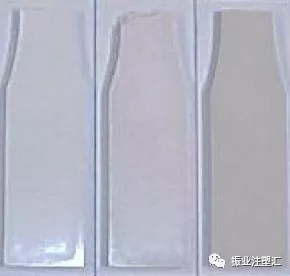
六,插穿与碰穿,相间
插穿:模仁的一部分插入型腔的一部分的深度,让塑胶填充不了这部分,使其穿掉。(图5右边部分)
碰穿:模仁的一面平行的碰到型腔的一面,让塑胶填充不了这部分,使其穿掉。(图5左边部分)
相间:在模仁上镶一小块,让塑胶填充不了这部分。
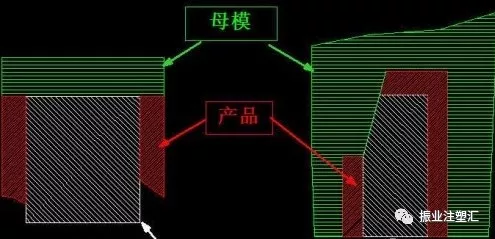
(图5)
往 ・ 期 ・ 精 ・ 选
(点击下方题目即可阅读)



