


独特的注塑缺陷——挤胶的解决办法
作者:杨建宏
2022.4.22
大家好,今天给大家介绍在生产中的一种比较独特的缺陷和它的解决方法,-----挤胶。就是挤压的挤,你可能很奇怪,这个名字没听说过,百度也查不到,百度查不到就对了,因为这个方法这个名词是我提出来的,怎么回事呢?
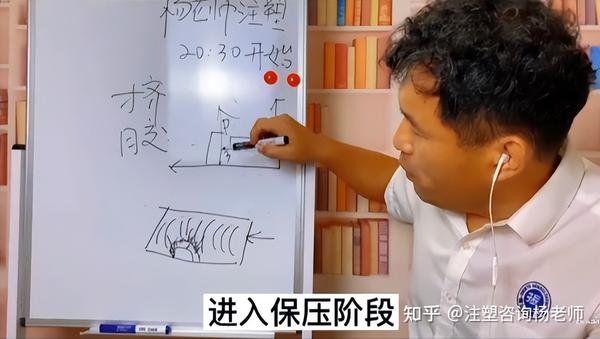
在生产中,经常碰到这种情况,比如说胶从这边往这边走的时候,他一波一波地往前走的时候,有的时候它会在边缘的地方,有这种形状的这个缺胶,很常见的,比如说这地方困气,这地方壁厚比较薄,这地方模温比较冷等等原因。就是胶在这个地方走不动,绕过去了,那对这个情况怎么办?这就用到了今天我们说的挤胶的方法。OK,我们现在画波形图,这是射胶段和保压段,这是射胶的速度,这是保压的压力。
那对于边缘出现这个射胶,那我们首先想到的,在工艺上是不是射胶速度可以增加一些?这种对策,你第一反应出现也不足为奇,但是并不好,有两个缺点:
第一:射胶速度,它是一个大的参数,它会影响到非常多的方面,所以,尽量的不要因为这一点点的这个缺陷,而调整整个的射胶速度。第二:一般来说,边缘都会比较薄,如果我们射胶速度提高的话,这个缺胶的区会减小,但是,最后你会发现更不好处理,为什么?他在缺胶区域比较大的时候,他这个边缘还是比较厚的,同时这里空的地方,这里的胶它是热的,他最后他是会包进来的,都会包进来的,但是射胶速度快的话,那缺胶区域减小了,边缘这个热的料它其实是减薄的。
当热的胶减薄了以后,它其实更不利于后面的操作。那这时候的射胶速度,比如说射胶一是慢的,射胶二是一个中等的,这是射胶三,看这是一个正常的一个工艺,一二三,慢中速慢,这时候你速度快了以后就出现刚才的问题,你速度的话没必要变,那这时候我们注意什么?动保压一这个压力就行了,保压一的压力,给他一个比较高的压力,什么道理呢?
看,这地方的话不是因为困气或者壁厚比较薄,或者模温比较低,造成流流不过去吗?那在射胶阶段,在这个阶段,这一圈胶都是热的,他是虎视眈眈想填进这个区域的,但是没有压力,因为在射胶阶段,型腔压力也是很低的,胶的话往这边流,流的是很慢的,他更倾向于往下面流。
等他保压的时候,只要是型腔一充满,进入保压阶段,那随后整个型腔压力的话就突然就增加,增加的很厉害,这时候的其他地方已经填满了,这地方没填满,他会回过头来来挤他,能挤动吗?能挤动,因为这地方的胶都是热的所以能挤动,这时候你保压,如果压力比较小的话,他会慢慢的往里面,最终的结果,在这里会形成一个结合线,对,你没看错,是这种像耳朵形状的这种结合线,所以我们把保压一的压力要高一些,然后型腔压力高,这地方压力低,那四周的胶就挤进来了。
所以说最终这个挤胶,我们射胶速度不要动,我们就是动保压一的压力,记住是保压一的压力,因为到了保压二的话,就不管用了,只能是在保压一这个型腔刚打满的时候,型腔压力刚增加的时候,一次性的把它给挤满了,不要带犹豫,否则,拖泥带水的话,这地方会形成这一圈的一个结合性。
最后,对于这个缺胶的话,我们对策是速度的话不要很快,让这个缺陷的区域可以大点,但是,在保压一的时候压力大点,把这个胶从四面八方挤进来行成一个完整的区域,那这种方法就是挤胶。你如果注意观察的话,在生产中有非常多类似的情形,注塑工厂有疑问就找我,我杨建宏,关注注塑~关注我。谢谢!



