


注塑汇国内专注注塑业咨询服务公司,致力于注塑业的降本增效
塑料是指以高分子合成树脂为主要成分,在一定温度和压力下具有塑性和流动性,可被塑制成一定形状,且在一定条件下保持形状不变的材料。常用塑料分为热固性塑料和热塑性塑料两类。热固性塑料的特点是在受热或其他条件作用下能固化成不溶性物料。热塑性塑料的特点是在特定的温度范围内能反复加热软化或冷却凝固。
塑料制品应用的广泛性离不开它自身的性质特点,下面介绍塑料的成分特点。
(1)塑料的分子结构
塑料的主要成分是树脂,树脂有天然树脂和合成树脂两种。
(2)塑料的成分
树脂:主要作用是将塑料的其他成分加以粘合,并决定塑料的主要性能,如机械、物理、电、化学性能等。树脂在塑料中的比例一般为40%~65%。
填充剂:又称添料,正确地选择填充剂,可以改善塑料的性能并扩大它的使用范围。
增塑剂:有些树脂的可塑性很小,柔软性也很差,为了降低树脂的熔融粘度和熔融温度,改善其成型加工性能,改进塑料的柔韧性、弹性以及其他各种必要的性能,通常加入能与树脂相容的不易挥发的高沸点的有机化合物。这类物质称为 塑剂。
着色剂:又称色料,主要起美观和装饰作用,包含涂料部分。
稳定剂:凡能延缓塑料变质的物质称为稳定剂,分光稳定剂、热稳定剂和抗氧剂。
润滑剂:改善塑料熔体的流动性,减少或避免对设备或模具的磨擦和粘附,以及改进塑件的表面光洁度。
表1-1 热塑性塑料缩写代号与中文对照
|
缩 写 代 号 |
中 文 |
缩 写 代 号 |
中 文 |
|
ABS |
丙烯腈-丁二烯-苯乙烯共聚物 |
MDPE |
中密度聚乙烯 |
|
A / S |
丙烯腈-苯乙烯共聚物 |
PA |
聚酰胺(尼龙) |
|
A / MMA |
丙烯腈-甲基丙烯酸甲酯共聚物 |
PAA |
聚丙烯酸 |
|
A / S / A |
丙烯腈-苯乙烯-丙烯酸酯共聚物 |
PC |
聚碳酸脂 |
|
CA |
乙酸纤维素(醋酸纤维素) |
PAN |
聚丙烯腈 |
|
CN |
硝酸纤维素 |
PCTFE |
聚三氟氯乙烯 |
|
EC |
乙基纤维素 |
PE |
聚乙烯 |
|
FEP |
全氟(乙烯-丙烯)共聚物(聚全氟乙丙烯) |
PEC |
氯化聚乙烯 |
|
GPS |
通用聚苯乙烯 |
PI |
聚酰亚胺 |
|
GRP |
玻璃纤维增强塑料 |
PMMA |
聚甲基丙烯酸甲酯 |
|
HDPE |
高密度聚乙烯 |
POM |
聚甲醛 |
|
HIPS |
高冲击强度聚苯乙烯 |
PP |
聚丙烯 |
|
LDPE |
低密度聚乙烯 |
PPC |
氯化聚丙烯 |
|
PPS |
聚苯硫醚 |
PPO |
聚苯醚(聚2,6-二甲基-1,4-苯醚),聚苯撑醚 |
|
PPSU |
聚苯砜 |
PVCC |
氯化聚氯乙烯 |
|
PS |
聚苯乙烯 |
PVDC |
聚偏二氯乙烯 |
|
PSF |
聚砜 |
PVDF |
聚偏二氟乙烯 |
|
PTFE |
聚四氟乙烯 |
RP |
增强塑料 |
|
PVC |
聚氯乙烯 |
S/AN |
苯乙烯-丙烯腈共聚物 |
不同成分的塑料体现了它们不同的使用价值,表1-2所示是常用热塑性塑料的使用性能及用途。
表1-2 常用热塑性塑料的特性及用途
|
名 称 |
性 质 |
应 用 |
设计注意问题 |
|
聚氯乙烯 |
硬质——机械强度差,化学性能稳定,价格低廉,阻燃性 软质——耐磨性好,价格低廉,含有微毒,不宜用于食具及包装食品 |
硬质——宜于制造板、管、门窗、线槽、电开关、插座等 软质——宜于制造塑料凉鞋、薄膜、雨衣、地板胶、墙纸、人造革、软管等 |
流动性差——流道短而粗,分流道要少拐弯 氯气腐蚀模具——型腔、型芯等成型零件要电镀 |
|
聚乙烯PE |
无毒、柔软、价廉、质轻、软 于水 |
高压LDPE——宜于制造薄膜低(中)压HDPE——制造日用品(米桶、面盆、水壶、保鲜盒等) |
收缩率大——设计计算与制造要充分考虑收缩率 变形大——塑件结构设计要注意防变形措施 |
|
名 称 |
性 质 |
应 用 |
设计注意问题 |
|
聚苯乙烯PS |
适用度高,质硬而脆,着色性最好,颜色鲜艳,无毒,价格低,电绝缘性好 |
糖果盆、三角尺、录音带、CD盒、玩具、文具等 电器元件及外壳 |
透明——型腔、型芯要用锻打钢,以便表面光洁 质硬而脆——脱模斜度α要大,一般α≥2° |
|
苯乙烯-丁二烯-丙烯腈共聚物 ABS |
表面硬度高,尺寸稳定,着色性好,可以镀铬,耐热、耐冲压,无毒 |
家电产品的外壳、食具、厨具等 |
要有足够的脱模斜度α≥ 5°——防止“顶角” 要注意浇口位置——防止和减少熔接痕 |
|
聚丙烯PP |
综合性能好,优异突出的韧性、不透明、无毒,比重小(0.9),能浮于水 |
铰链性产品(眼镜盒),塑料袋、绳、编织袋、薄膜、水上救生器材、飞机用具、家电产品外壳 |
收缩变形较大——设计计算要考虑收缩对产品配合的影响,要有防变形的结构 铰链性产品要注意浇口的位置 流动性好——模具的配合面要求高,以防溢料 |
|
聚酰胺 (尼龙)PA |
耐磨性好、耐酸、耐碱、耐压、耐水。自润滑性好,不透明 |
尼龙丝、齿轮、轴承、水龙头、密封圈等 |
流动性最好——要求模具分型面、配合面的精度高,以免溢料 收缩大,尺寸不稳定——尺寸计算和制造模具均要考虑收缩的影响 脱模阻力大——脱模斜度宜取大些 |
|
聚甲醛 (赛钢)POM |
是一种较理想的代钢、铝的塑料 优异的综合性能,自润滑性好,比尼龙还好,颜色鲜艳。机械性能可与钢相比,价格较贵 |
齿轮、(家电产品)、轴承、轮、弹簧、风扇叶片、游戏机按钮 |
流动性差,成型困难——模具要有加热设备,主流道“短而粗”,分流道要少转弯 甲醛有毒——型腔、型芯要电镀防腐蚀 |
|
聚碳酸脂PC |
有优异抗冲压性、透明、无毒 |
防弹玻璃、透镜、汽车灯罩、咖啡壶、家庭搅拌机、齿轮、冷冻设备的零件、冲击钻外壳 |
流动性差——模具要有加热装置,主流道短而粗、分流道转弯少 透明——脱模斜度α≥2° 型芯、型腔要用锻打钢,以便抛光 |

表1-3 常用塑料的特性及识别
|
塑 料 名 称 |
使 用 特 性 |
识 别 |
|
ABS |
综合性能较好,耐化学性、电性能良好,具有超强的易加工性、外观特性、低蠕变性、优异的尺寸稳定性以及很高的抗冲击强度 |
燃烧时的火焰颜色为黄色黑烟,燃烧气味为橡 胶味 |
|
PA |
坚韧、耐磨、耐疲劳、耐油、耐水、抗霉菌、但吸水性强 |
燃烧时的火焰颜色为黄色,燃烧气味为特殊味 |
|
PC |
具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性,抗蠕变和电绝缘性较好,并且收缩率很低,一般为0.1%~0.2%,有很好的机械特性,但流动特性较差 |
燃烧时的火焰颜色为黄色黑烟,燃烧气味为特 殊味 |
|
PE |
高压聚乙烯的柔软性、透明性、伸长率、冲击强度较好 |
燃烧时的火焰颜色为上端黄色,下端青色。燃烧气味为石蜡味 |
|
POM |
有较好的抗蠕变性、几何稳定性和抗冲击性,具有很好的延展强度、抗疲劳强度,吸水小,具有很低的摩擦系数,但热稳定性差,易燃烧,长期在大气中曝晒会老化 |
燃烧时的火焰颜色为上端黄色,下端蓝色。燃烧气味为福尔马 林味 |
|
PS |
电绝缘性优良,无色透明,透光率仅次于有机玻璃,着色性差,耐水性,化学稳定性良好,机械强度一般,但性脆易产生应力碎裂,不耐苯、汽油等有机溶剂 |
燃烧时的火焰颜色为橙黄色黑烟,燃烧气味为苯乙烯味 |
|
PSF |
耐热耐寒性、抗蠕变性及尺寸稳定性优良,耐酸,耐碱,耐高温,耐高温蒸汽 |
|
|
PP |
有较低的热扭曲温度(100℃)、低透明度、低光泽度、低刚性,但是有较强的抗冲击强度,具有优良的抗吸湿性、抗酸碱、腐蚀性、抗溶解性 |
燃烧时的火焰颜色为蓝色,燃烧气味为柴油味 |
|
PVC |
硬质PVC机械强度高,电气性能优良,耐酸碱力极强,化学稳定性好,但软化点低 |
燃烧时的火焰颜色为上端黄色,下端绿色,燃烧气味为氯气味 |
续表
|
塑 料 名 称 |
使 用 特 性 |
识 别 |
|
PPE |
有较强的化学稳定性,吸湿性弱,具有良好的几何稳定性、电绝缘特性和很低的热膨胀系数 |
燃烧时的火焰颜色为黄色黑烟,燃烧气味为橡 胶味 |
|
氟塑料 |
耐腐蚀性、耐老化及电绝缘性优越,吸水性很小 |
|
|
醋酸纤维素 |
强韧性很好,耐油,耐稀酸,透明有光泽,尺寸稳定性好,易涂饰、染色、粘合、切削,低温情况下抗冲击性和抗拉强度减弱 |
|
|
聚酰亚胺 |
综合性能良好,强度高,抗蠕变性、耐热性好,可在-200~ +260℃下长期使用,高耐磨性、电绝缘性优良,耐辐射,耐电晕,耐稀酸,但不耐碱、强氧化剂和高压蒸汽 |
|
|
PMMA |
有优良的光学特性及耐气侯变化特性,PMMA制品有很低的双折射,具有室温蠕变特性和抗冲击特性 |
燃烧时的火焰颜色为上端黄色,下端青色,燃烧气味为巧克力味 |
为了便于将塑件从密闭的模腔内取出,也为了便于安放嵌件或取出浇注系统,必须将模具分成两个或几个部分。通常将分开模具能取出塑件的面称为分型面。同时,以分型面为界,模具又可被分成两大部分,即动模与定模部分。而其他的面则被称作分离面或分模面,注射模只有一个分型面。
分型面的选择是一个比较复杂的问题,因为它受到塑件的几何形状、壁厚、尺寸精度、表面粗糙度、嵌件位置、脱模方法以及塑件在模具内的成型位置、顶出方式、浇注系统的设计、模具排气的方式等方面的影响。
分型面的形式一般有以下几种:图1-1中(a)图所示为水平分型面;(b)图所示为斜分型面;(c)图所示为阶梯分型面;(d)图所示则为曲线分型面。因此对于模具设计人员来说,分型面的正确选择对模具制造及操作都有着至关重要的影响。

图1-1 分型面类型
选择分型面的位置时,分型面一般不取在装饰外表面或带圆弧的转角处。分型面必须设置在产品的最大截面处,而且便于开模后塑件留在动模的一侧,以保证便于顶出机构能够顺利脱模。选择分型面时应遵循如下原则。
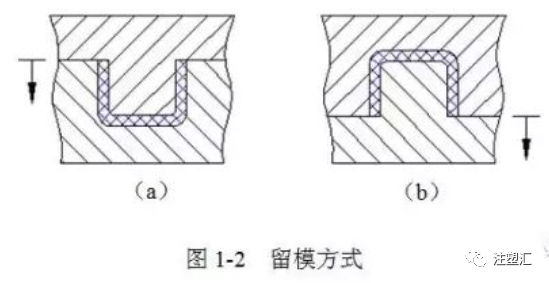
为了便于塑件脱模,应使塑件在开模时尽可能留在下模。由于塑件的顶出机构通常设置在下模,尤其是自动化生产所用的模具,因此正确选择塑件的留模方式显得更为重要。
留模方式选择正确与否会直接影响到产品质量和生产效率。
如图1-2(a)所示,由于型芯设在定模部分,开模后塑件会收缩而包紧型芯,使塑件留在定模一侧,因而,增加脱模的难度,使模具结构复杂,如果改用图1-2(b)所示的结构就会比较合理。
分型面应尽可能选择在不影响塑件外观的部位,而且在分型面处所产生的飞边应容易修整加工。如图1-3所示,一边不带圆弧球面的塑件,若采用图(a)的结构,将有损塑件表面质量,而采用图(b)的结构就比较合理。
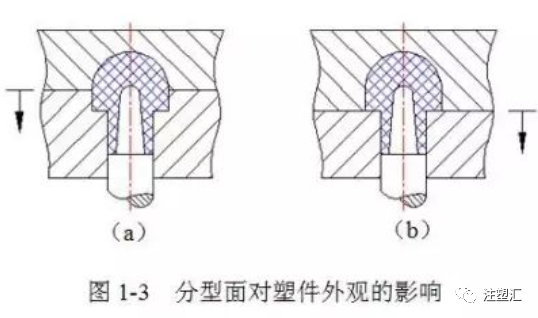
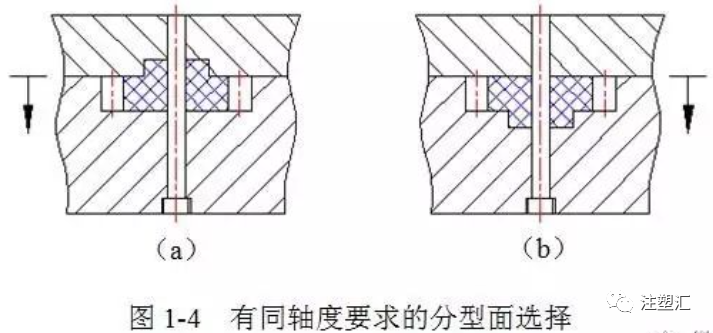
图1-4所示为一副齿轮模具,齿轮的轮缘与台阶部分的外圆有同轴度要求。若将有同轴度要求的部分分别在动模和定模内成型,如图1-4(a)所示,则会因模具合模不准确而难以保证其同轴度要求;若改用图1-4(b)所示的结构,使有同轴度要求的部分全部在动模内成型,则可满足同轴度的要求。
选择分型面时,根据塑件的使用要求和所用塑料,要考虑飞边在塑件上的部位。如塑件不允许有水平飞边时,可采用如图1-5(a)所示的结构,有利于脱模,尤其对于流动性较好的尼龙来说,采用这种结构还可以减少飞边的产生。而采用如图1-5(b)所示的结构则欠妥。
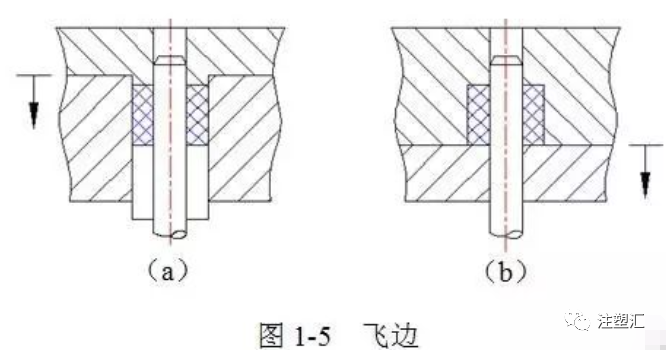
分型面合模后间隙一般不超过0.01~0.03mm,否则会形成飞边,故分型面均要进行“平面磨床”的磨削加工。
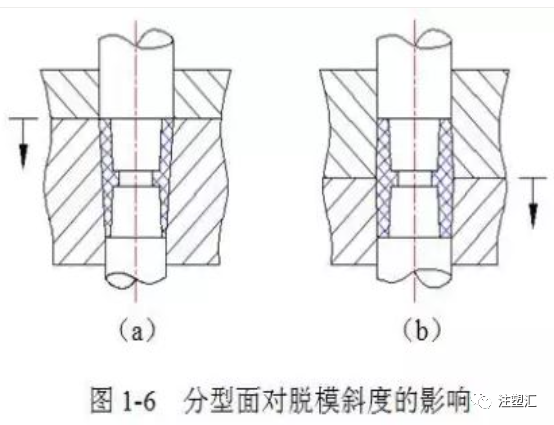
选择分型面时,应考虑减小由于脱模斜度所造成的塑件大小端的尺寸差异。如图1-6(a)所示塑件,若型腔设在模具的一侧,则因脱模斜度造成塑件的大小尺寸差异较大,当塑件不允许有较大的脱模斜度时,采用此种结构必然使脱模困难。若塑件对外观无严格要求,可将分型面选在塑件中部,如图1-6(b)所示,它可采用较小的脱模斜度,有利于脱模。
分型面的排气功能可以把型腔内部的部分高温气体排出型腔外,保证产品表面没有气孔产生,有利于改善产品的外观质量。
一般在分型面凹模一侧开设一条深0.025~0.1mm、宽1.5~6mm的排气槽,亦可以利用顶杆、型腔、型芯镶块排气。
分型面应使模具分割成便于加工的部件,以减少机械加工的难度。
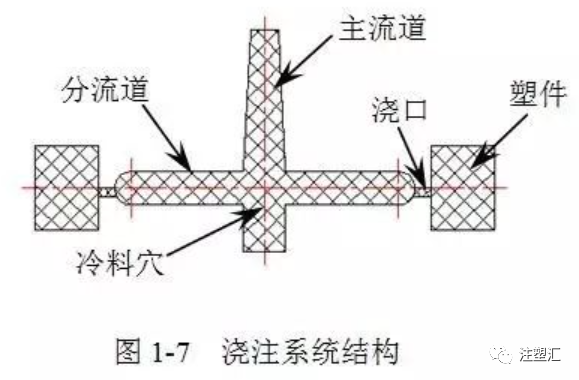
浇注系统是指模具中从喷嘴开始到型腔为止的塑料溶体的流动通道。作用是将塑料溶体顺利地充满型腔的各个部位,并在填充及凝固过程中,将注射压力传递到型腔的各个部位。
浇注系统由主流道、分流道、冷料穴和浇口组成,如图1-7所示。
浇注系统的设计是注塑模具设计的一个重要环节,它对注塑成型的效率和塑件质量都有直接的影响;
因此,在设计浇注系统时必须注意以下几项原则:
-
了解塑料的成型特性,也就是塑料的温度和剪切速率等。
-
防止型芯和塑件的变形,避免料流正面冲出小直径型芯或脆弱的金属镶件,以及防止浇口处由于过大的收缩应力而造成塑件变形。
-
排气良好,保征流体流动顺利,快而不紊乱。
-
减少流程及塑料耗量,以缩短成型周期,提高成型效果,减少塑料用量。
-
进料口的位置和形状要结合塑件的形状和技术要求确定。
-
一模多腔时,防止大小相差悬殊的制件放一模腔内。
-
修整方便,保证塑件外观质量。
分流道就是主流道与浇口之间的部分,起分流和转向的作用,其要求是塑料熔料在流动中热量和压力损失最小,同时使流道中的塑料量最小。分流道的形状如图1-8所示。分流道的形状及大小必须根据塑件的成型体积、塑件壁厚、形状、塑料的工艺特性、注塑速度、分流道长度等因素来确定。

图1-8分流道结构形状
分流道的设计要点:
分流道的表面不必要求很光滑,表面精度一般在1.25即可。因为分流道表面不太光滑,能使熔融塑料的冷却皮层固定,有利于保温。
当分流道较长时,在分流道末端应开设冷料穴,以容纳注塑开始时产生的冷料,保证塑件的质量。
浇口指流道末端与型腔之间的细小通道。作用主要是提高塑料的流动速度和温度,以及防止流入型腔的塑料侧流。
(1)针点式浇口
针点式浇口又称为点水口,采用三板式模架方能自动脱模,模具结构较复杂,浇口在生产过程中自动拉断,适合自动化注射生产。能使用在一模一腔或一模多腔模具中,既可以注射小产品亦可以注射大型产品,特别是有花纹的塑件也不影响外观。图1-9所示为针点式浇口结构。
(2)潜伏式浇口
潜伏式浇口又称为潜伏口,进料部位选在制品较隐蔽的地方,以免影响制品外观,顶出时流道与塑件自动分开,故需较大的顶出力。对于过分强韧的塑料,不适合使用潜伏式浇口。图1-10所示为潜伏式浇口结构。

(3)侧浇口
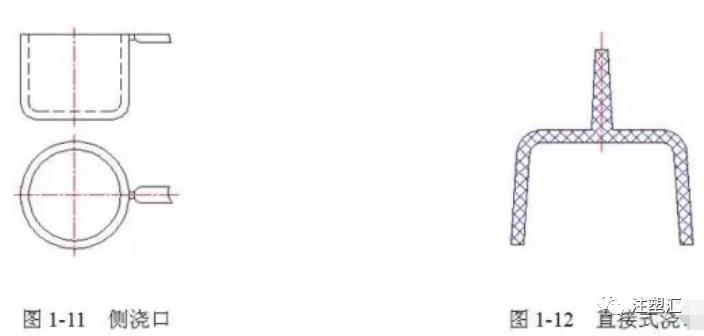
侧浇口又称为边缘浇口或侧水口,一般开设在分型面上,从塑件边缘进料,其形状长为矩形或接近矩形。加工方便、简单,应用灵活,既可以从产品外侧进料,亦可以从产品内侧进料。图1-11所示为侧浇口结构。
(4)直接式浇口
直接式浇口又称为大水口或中心浇口,无分流道,塑料通过主流道直接进入型腔,故有塑料流程短,流动阻力小,进料快,动能损失小,传递压力好等优点。但冷却除浇口比较困难,塑件有明显的浇口痕迹,因浇口附近热量比较集中,故在该处冷凝较迟,产生的内应力较大,且易在该处产生气泡、缩孔等缺陷。图1-12所示为直接式浇口结构。
在设计浇注系统时,应先选择浇口的位置,浇口位置正确与否,将直接关系到制品的成型质量及注射过程是否能够顺利进行。
选择浇口位置时应遵循以下几个原则:
-
浇口位置应尽量选择在分型面上,以便于模具加工及浇口的清理。
-
浇口位置距型腔各个部位的距离应尽量一致,并使其流程最短。
-
浇口的位置应保证塑料流入型腔时,对着型腔中宽畅、厚壁的部位,以便于塑料的流入。
-
避免塑料在流入型腔时直冲型腔壁、型芯或嵌件,应使塑料能尽快流入型腔的各个部位,以避免型芯或嵌件变形。
-
尽量避免使制品产生熔接痕,或使熔痕出现在制品的重要部位。
-
应使塑料在流入型腔时,能沿着平行型腔的方向均匀流入,并有利于型腔内气体的排出。
-
浇口应设置在制品上最易清除的部位,同时尽可能不影响制品的外观。
使塑件从模具上脱出来的机构称为顶出机构或脱模机构。顶出机构的动作方向与模具开模方向是一致的。良好的顶出机构要求脱模时塑件不变形和不损坏,而且顶出机构的位置应位于制件不明显处。
顶出机构的形式归纳起来可分为机械顶出、液压顶出和气动顶出3大类。在设计顶出系统时应遵循以下原则:
-
为使制品不致因顶出而产生变形,推力点应尽量靠近型芯或难于脱模的部位,如制品上细长的中空圆柱,多采用推管(标准件通常为司筒)顶出。推力点的布置应尽量均匀。
-
推力点应作用在制品上承受力最大的部位,即刚性好的部位,如筋部、突缘和壳体形制品的壁缘等处。
-
尽量避免推力点作用在制品的薄平面上,防止制品破裂和穿孔等,如壳体形制品及筒形制品多采用推板顶出。
-
为避免使顶出的痕迹影响制品的外观,顶出装置应设在制品的隐蔽面或非装饰表面。对于透明制品尤其要注意顶出位置及顶出形式的选择。
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
免费咨询:0755-28152581 / TEL:181 2642 3515



