


产品说明
品名:透明罩
材料:PC透明
尺寸规格:93.5mmx26.4mmx3.7mm
模穴数:1 X 2
制品重量:18.3g
注塑工艺
注塑机吨位:160T
螺杆直径:Φ36mm
炮筒温度260℃-305℃
模温设定:90℃
成型周期:31秒,使用4段射压及2段保压
产品后加工
无需加工,生产品外观确认,OK后直接包保护膜
品质要求
产品外观划伤、碰花、发亮、欠注、结合线等不可、黑点0.03mm、长宽公差值±0.15mm。
文|杨建宏
品质不良信息:产品进胶点旁气纹、冷料不良。
如下参数请看:

一、尺寸不良原因分析
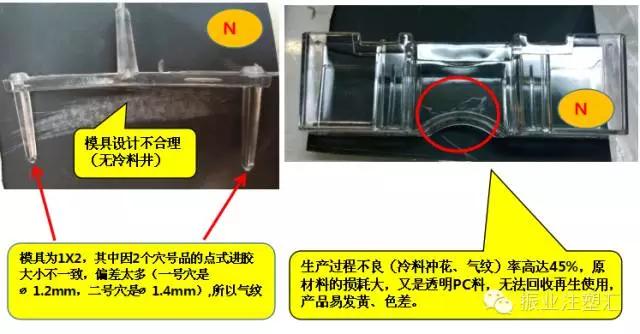
1、模具流道水口设计不合理,导致生产过程冷胶注入型腔,才出现冲花、冷胶不良。
2、模具进胶点加工不合理,2个型腔的进胶点(孔径)大小不一致,造成注塑工艺调机困难。
3、注塑工艺参数设定不合理(第1段至第2段位置切换太晚,加上第2段的射胶速度设定太快),所以导致生产品进胶点旁间断性发生气纹不良。
二:改善对策过程
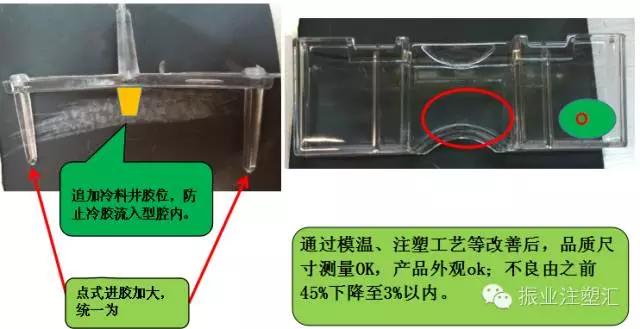
1、模具水口主流道追加冷料井,防止冷胶注入型腔引发的生产不良。
2、模具分流道的点式进胶孔径加大,确保2个型腔的进胶点大小一致,改善走胶不均问题。
3、注塑工艺重新调设,采用第1段中速射胶位置找好精确点,及时切换,再使用第2段慢射速慢。
4、后模型腔边缘及活动滑块加排气,改善产品外观发亮、结合线不良。慢注入控制进胶点气纹,等填充过了气纹位置后再采用第3段快速填充注满产品95%,最后使用保压包尾控制缩短及尺寸。
三:改善后成果展现
1.本案例的问题是典型的透明PC的问题。透明PC的表面缺陷中,气纹、冷料斑、冲花等问题最常见。本案例就是。
2.PC的气纹、冷料斑缺陷其实是可以工艺调整的,且属于常规问题。但前提是模具结构要好,本案例模具结构问题是1)不平衡 2)没有冷料井 导致参数工艺调整无法解决。所以改模是前提。在改模解决了这2个问题后,气纹的调整就是循着规范的科学注塑工艺的4段工艺法去做,这里面最重要的是找位置及速度,也是成功的关键点。
3.关于科学注塑参数的4段法基本原则,我们在后续文中会详细说明。



