


SMED法的三个基本要点和步骤,收藏备用
1、SMED法的三个基本要点
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
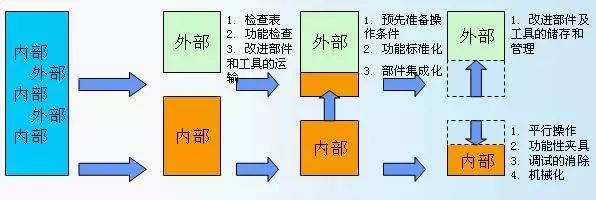
(1)区分“内变换操作”和“外变换操作”。
SMED法要求把与设备转换调整有关的操作区分为“内变换操作”和“外变换操作” 前者是指那些只能在设备停止运行后方可进行的操作;后者则是指那些能够在设备运行过程中进行的操作。
(2)减少“内变换操作”。
SMED法要求尽可能把内变换操作转变为外变换操作,这是SMED法的核心。正是 内变换操作占用停机时间,所以要缩短整个转换调整时间,最关键的是把。内变换操作减少到最低限度。
(3)缩短“内变换操作” 时间。
如上所述, 内变换操作” 占用停机时间。为此,SMED法要求采用必要的技术手段,尽可能缩短“内变换操作” 时间。同时。要简化“外变换操作”,并一定要在设备运行过程中完成全部“外变换操作”。这样,就可能在设备停机后的很短时间内迅速完成设备转换与调整。
2、SMED的步骤
第一步:观察当前的流程
目的:应该采集目前有关换线的数据
- 确保观测人员的人数和工具放置人员的人数相同
- 观测整个换线过程 – 从换线前最后一件产品直至换线后第一件产品
- 包括时间在内,记录下所有的动作
- 发现任何问题或是任何机会
- 必要的地方通过录像记录活动
第二步:区分内部和外部的要素
目的:将内部的换线时间与外部换线时间区分开来,可以大大缩短换线时间
- 分析第一步收集到的当前数据
- 确定在停机前后有哪些事情可以做
- 制作工具更换流程记录,供每个参与的人员使用
第三步:将内部作业转移到外部
目的:将内部作业转移到外部可以进一步缩短换线时间
- 对内部的活动进行严格的检查分析
- 考察第一步发现的机会
- 集思广益地讨论新的办法和创意
- 工具标准化
- 工具预热
- 确保每件物品在正确的时间摆放在正确的位置–工具、流程记录表、原材料、人力、固件、垫片和规尺
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
第四步:减少内部工作
目的:换线步骤做到标准化之后,下一步是发现并排除换线过程中的浪费
常规的方法是利用如下手段排除换线中的浪费:
- 平行作业
- 旋转式一次锁定方法
- 触摸式夹钳系统
- 工具放置的方法/位置统一
- 工具的尺寸统一
- 螺钉头尺寸统一
- 详细的工具更换表
- 改良设置,避免调试
第五步:减少外部作业
目的:缩短了内部换线时间之后, 还应该想办法减少
机器运行期间支持人员的工作量
通过如下手段改良外部工作构成:
- 把工具存放在机器旁边
- 在机器旁边设手工工具台
- 把规尺存放在机器旁边
- 备好工具更换准备的核查清单
- 提供详细的工具更换流程记录单



