


注塑生产时如何避免高光产品在开机时不被划伤?
关于高光模具经常划伤,WHY
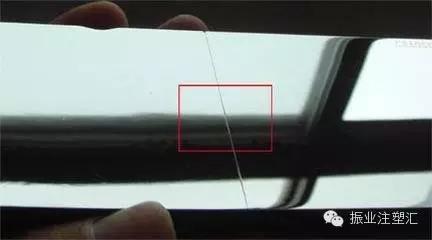
今天再次有人问我关于高光模具经常划伤,原本抛光好好的,但一开机就划伤了怎么回事?
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
说来话长,高光模具的生产环境非常严苛,开机流程也很复杂,这里简单说下。
首先环境,高光模具的环境要非常稳定洁净,光学级的要无尘室,湿度40%,温度23度等要求。普通高光模具可以在一般注塑车间里,但来源风速和风洁净度也要控制。
模具设计是基础,一定要将冷料阻止在型腔之外,所以高光模具的冷料井要足够,一般是1.5倍直径值,对于其这个量至少增加50%。
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
模具的水很重要,不能为了提高效率温度很低,PMMA至少要70度,因为模具冷容易引起划伤。
开机前模具准备,气枪禁用,洗模水的洁净等都很关键。
开机过程很关键。开机前检查机器喷嘴,加热圈,与坐台对中性等,目的是杜绝冷料。下面是不能第一次就打饱。正确的开机顺序应该是模具足够热,可以在生产正常温度基础上高10~~20度,机器料管溶胶完全,射胶后,将参数设定为慢速低压短时间短射,第一次短射不超过20%大小,低压低速。随后慢慢 增加产品大小,做满后再提高速度,降低模温至正常。
生产中如果有短暂停机,切记要关水,而且要先关水,以保持模具温度及模面的干燥度。
总之高光模具生产,防止划伤的行动要素很多,很繁琐,一定要好的执行力,才可以保持模具的良好状态。
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)



