


分析评估和合理选用不同的内螺纹加工方法,可以帮助零件制造商高效而经济地加工出高质量螺纹孔。本文简要分析内螺纹的五种主要加工方法:攻丝、挤压成形、铣削、车削和磨削的优势与劣势。
对于许多螺纹加工,攻丝是一种有效而常用的加工方法,其通常具有最低的初始成本,但从总体上看经济性并不一定最好。
攻丝作为一种连续切削工艺,工件材料由顺序排列的切削刃依次切除,通过一次走刀即可获得最终螺纹尺寸。丝锥按照螺纹的大径、小径和中径尺寸专门生产,由于丝锥必须在一次走刀的同时完成粗、精加工,因此必须有效地排出大量切屑,并可能产生过大的压力,从而导致螺纹质量出现问题或造成丝锥损坏。
攻丝加工时,切屑控制是一个不容忽视的大问题,尤其在加工硬度较低、粘性较大、易产生长条形切屑的工件材料时。这些条状切屑有可能围绕丝锥形成鸟巢状切屑团或积聚在排屑槽中,导致丝锥在孔中折断。铝、碳钢和300系列不锈钢通常是切屑控制方面最具挑战性的工件材料。
丝锥可以加工硬度低于HRC50的几乎任何工件材料,一些刀具制造商提供的丝锥甚至可以加工硬度高达HRC65的工件材料。

图1 OSG加工不锈钢的EXOPRO CC-SUS螺旋槽丝锥采用切屑控制性能优异的可变导程排屑槽
孔径是另一个需要考虑的因素。大多数最终用户只能对直径小于16mm的螺孔进行攻丝加工,如果孔径超过16mm,就会面临机床是否有足够大的功率来转动丝锥的问题。当螺孔直径小于6.35mm时,由于容屑空间有限,加上小直径丝锥强度较低,攻丝加工也很容易出问题。
此外,丝锥能加工的内螺纹长度通常可达到其直径的3倍以上。对于深孔螺纹而言,丝锥的加工速度往往比单齿螺纹铣刀更快。只要能成功地将切屑排出孔外,就可以对深度在丝锥设计允许范围内的螺孔进行攻丝加工。
由于直径和螺距是固定不变的,因此一支丝锥不能加工不同规格的螺孔。此外,由于攻丝时丝锥与孔壁的接触面积较大,并会产生很大的切削力,因此丝锥有可能折断并卡死在孔中,从而造成工件报废。为了有效完成加工,攻丝对润滑剂也有很高的要求。
通过转移(而不是切削)工件材料,挤压成形丝锥可以加工深度达4倍直径的内螺纹。由于不产生切屑,因此无需担心会形成鸟巢状切屑团。但是,挤压加工螺纹要求工件硬度应限制在约HRC40以下。此外,由于需要转移材料,因此工件材料必须具有较好的延展性。
挤压成形丝锥的直径通常小于19mm,并可小至0.5mm。丝锥直径越大,加工时产生的摩擦力也越大,对机床功率的要求也越高。
与切削丝锥相比,挤压成形丝锥的刚性更好,更不容易折断。作用于切削丝锥的压力是通过其多边形表面的切向力,而作用于挤压丝锥的压力则为朝向丝锥中心的径向力,因此比切向力大得多。
与切削而成的螺纹相比,挤压成形螺纹的强度更高,因为挤压丝锥是通过压缩(而不是剪切)工件材料的晶粒结构来形成螺纹。

图2 Emuge的MultiTAP-Form丝锥可用于铸铝件的螺纹挤压成形加工
挤压攻丝与切削攻丝相比,要求机床具有更大的扭矩和功率,对工件夹持稳定性的要求更高,转移工件材料所需的力比切削工件材料更大,挤压攻丝对螺孔的钻削精度要求也更高。
在一些行业(包括医疗行业和航空航天业)不接受挤压成形螺纹。挤压攻丝形成的螺纹小径存在缺陷,而航空航天业不允许螺纹小径处存在尖点(U形牙型)。不过,这种缺陷并不影响螺纹的抗拉强度,因此对于普通用途的零件,它不会成为拒绝接受的理由。
螺纹铣刀采用螺旋插补方式来切削内螺纹和外螺纹。过去10-15年生产的大部分数控机床都具备螺纹铣削功能。
螺纹铣削可以选用整体硬质合金螺纹铣刀或可转位刀片式螺纹铣刀(采用钢制刀柄和硬质合金刀片)。多齿螺纹铣刀围绕螺孔旋转一周就能切制出全深度螺纹,单齿螺纹铣刀只在一个加工面上有切削刃,因此一次只能切制一个螺纹。不过,大部分螺纹铣刀都有多个刀齿。
螺纹铣削适合加工硬度HRC 65以下的工件材料,具有极好的通用性,。通常采用一种或两种不同涂层的螺纹铣刀就可以加工各种不同的工件材料。
螺纹铣削的切屑控制通常并不困难。螺纹铣削属于断续切削,这意味着无论工件材料的切屑特性如何,都可以形成分断的短切屑。
螺纹铣刀涵盖的加工尺寸范围很宽,从小至0-80规格(切削直径1.524mm)的螺纹到最大孔径的螺纹都能加工。一般来说,螺纹铣刀适合加工的最佳孔深应控制在大约2.5倍孔径以内。螺纹铣削的切削力并不均衡,如果铣削长度过大,较大的径向切削力就会形成极大的侧向压力,从而引起铣刀挠曲变形、切削刃崩刃等问题,甚至可能导致小尺寸铣刀折断。
不过,单齿螺纹铣刀可以加工更深的螺孔,甚至可以加工深度达20倍孔径的螺孔。由于所有切削都在铣刀端部进行,因此不存在刀具挠曲变形的问题。有许多生产油田设备或大型能源零部件的用户需要使用长柄螺纹铣刀。对他们来说,用单齿铣刀铣削多头螺纹虽然加工速度较慢,但与投资1,000美元购买250mm长的丝锥相比,仍然更划算。
螺纹铣削具有许多优势。用一把铣刀就可以加工具有相同螺距和不同孔径的一系列螺孔,而单齿铣刀则能加工多种螺距和多种孔径的螺孔。此外,用一把螺纹铣刀既可以加工盲孔,也可以加工通孔,而且右旋和左旋螺纹都能加工。由于螺纹铣刀为平底结构,因此还能在接近盲孔孔底处加工出完整的螺纹。即使铣刀折断,也不太可能导致零件报废。最后,螺纹铣刀还可以与其它孔加工刀具组合成复合刀具(如钻孔、倒角和螺纹铣削复合刀具)。
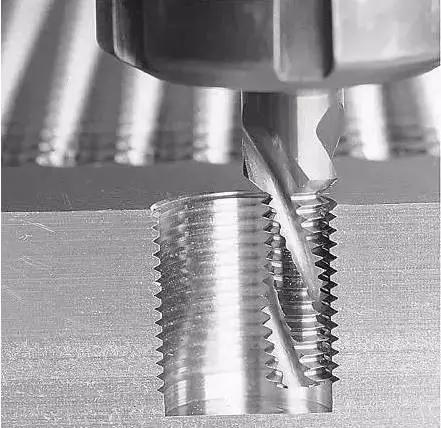
图3 平底螺纹铣刀可在盲孔底部加工出完整螺纹
不过,与攻丝相比,铣削螺纹的加工周期通常更长一些。由于铣削螺纹需要专门编制加工程序,因此有些用户可能不太愿意采用这种加工方法。不过,这种程序并不复杂,用许多数控编程软件都能编制。
部分企业仍然更青睐攻丝加工,因为他们不希望操作者对加工过程进行人为干预,螺纹铣削要求操作人员对机床进行一些补偿调整。铣刀直径会由于正常磨损而逐渐减小,为了保持合适的加工尺寸,操作者必须通过调整对刀具磨损量进行补偿。需要先测量螺纹公差,然后根据测得的磨损量调整加工参数,操作者只能定期用量规对螺纹进行检测,如果检测结果不合格,这时就需要更换丝锥。
加工内螺纹的另一种方式是在多轴机床或车床上,用可转位刀片式或整体式小型镗刀车削螺纹。这种加工既可以使用单齿刀片,也可以使用多齿刀片。多齿刀片的每个切削刃上都有多个刀齿,每一个后续刀齿都比前一个刀齿的切削深度更大。使用多齿刀片可以减少完成螺纹加工所需的走刀次数。不过,多齿刀片价格较贵,因此对大批量生产比较有利,而在小批量加工中则不具有优势。

图4 Carmex的螺纹车刀片既可加工内螺纹,也可加工外螺纹
用整体式镗刀也能车削内螺纹。用单齿刀具车削螺纹时,用户可以采用完整牙型或部分牙型刀片(多齿刀片只有完整牙型),完整牙型刀片能加工出完整的螺纹牙型,包括牙顶(刀片能切削螺纹小径)。采用这种刀片加工时,每种螺距都需要一个单独的刀片。
与部分牙型刀片相比,完整牙型刀片能以更少的走刀次数加工出强度和精度更高的螺纹,这是因为该刀片可以同时加工出螺纹的大径、小径和中径。
部分牙型刀片车削出的螺纹没有牙顶(它不能切削螺纹小径),部分牙型刀片只有一个刀齿,因此采用不同的切入深度就能加工出不同螺距的螺纹。这种螺纹具有非常尖的牙顶圆弧,因此会降低粗牙螺纹的强度,而且加工时间耗费更长。
用可转位刀具车削螺纹的加工尺寸范围很宽,从最大直径到小至6mm的螺孔都能加工。直径6mm以下的螺孔需要用整体硬质合金刀具加工,其可加工的最小孔径可达1.25mm左右。对于大直径孔,Vargus公司曾在一台服役期约为100年的立式转塔车床上加工过直径达0.9m的大型螺孔,而除车削外,没有其他方法能加工这种大孔螺纹。这种老式机床没有螺旋插补功能。
采用钢制刀柄的螺纹车刀适合加工深度不超过3倍孔径的螺孔,而采用硬质合金刀柄的螺纹车刀可以加工深度为4-5倍孔径的螺孔。
螺纹车削还可以加工各种工件材料,可在硬度达HRC50的工件或高温合金(如Hastelloy合金和Inconel合金)上车削螺纹。不过,由于这些材料硬度高、磨蚀性强,会缩短刀具寿命。

图5 Vargus的V6螺纹车削刀片共有6个切削角
在内螺纹车削加工中,切屑控制至关重要,车削盲孔螺纹时尤其如此。用户可利用刀片几何槽型来控制切屑,采用横切进给法(包括径向横切进给、牙侧横切进给、牙侧改进横切进给或牙侧交替横切进给)或反向螺旋法(螺纹形成方向远离而不是朝向主轴)帮助排屑。
采用何种横切进给法取决于加工条件,但在大多数情况下,采用修形牙侧径向横切进给有益无害,因此可将其作为默认的首选项。但在几乎所有的机床上,如果不改变加工程序中的某个参数,就会以径向横切进给方式进行加工。
螺纹磨削是一种精度较高的加工方法,是公差要求严苛的精密内螺纹的有效选择。各种内螺纹、沟槽、轴承滚道和其他相关零件特征都可以在磨床上进行加工。可用内螺纹磨床加工的典型零件包括螺纹环规、滚子螺母、滚珠丝杠等。
内螺纹磨削通常需要在专用磨床上进行。一般来说,为了磨削出具有精密牙型的螺纹,机床的磨轮安装位置必须按螺纹的螺旋角倾斜变化,这就需要有一个旋转轴,而绝大多数通用磨床并不具备这一条件。有时也可以采用A轴平行磨削法,用经过修形(修正其螺旋廓形)的多齿磨轮直接插入工件磨削加工外螺纹,但内螺纹磨削需要采用按螺旋角安装在A轴上的单齿磨轮。
具有较好加工经济性的螺纹磨削内径尺寸通常为10-525mm。磨削深孔内螺纹的经验法则是:磨轮轴的长度与直径之比不超过7∶1。磨削深孔内螺纹的主要挑战是螺旋角与孔径相互制约。随着螺纹长度的增加和孔径的减小,由于磨削轴比较容易与工件发生碰撞,因此以大螺旋角磨削工件十分困难。
内螺纹磨削的切屑控制包括用冷却液冲刷磨削区。同样,由于内孔空间有限,要使冷却液沿磨轮旋转的方向到达磨削区,并且不妨碍磨轮和磨削轴进入小孔也相当困难。
内螺纹磨削的加工精度很高,可以对磨轮进行精确修形,而且磨轮成型后,还可以根据需要快速对其重新修形。此外,内螺纹磨削可以提高生产率。磨轮可以通过重新修形加工不同形状的螺纹而不必更换其他磨轮。
一台加工性能优良的内螺纹磨床必须具备几个特点:良好的刚性和热稳定性、较高的轴系运动精度、精确的闭环位置反馈以及温度可控的精密主轴。

图6 在磨床制造商Drake的内螺纹磨床上加工螺纹环规
零件制造商如何确定应采用何种内螺纹加工方法?每种加工方法都有自己的优势和劣势,如果一种加工方法无法获得满意的结果,就要去尝试其他加工方法。在确定内螺纹加工工艺时,重要的是考虑拥有什么样的机床,并对刀具成本、加工周期和刀具寿命进行仔细评估。



