


BY:振业注塑汇
作者:杨建宏
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
“老杨聊技术”系列最后一章,变形翘曲缺陷与其他缺陷符合发生时候对策。
上面几集中介绍的变形翘曲的对策多以参数调整为主,且集中在模温与保压设定的“顿挫”手法上。但塑件缺陷很多,常见的30来种注塑缺陷中往往在一个产品上会有5,6种缺陷“共生”,其中最常见的与变形翘曲缺陷伴生的就是尺寸不良缺陷。
变形与尺寸不良共生非常普遍,那么如何“折中”或者“对冲”这两种缺陷呢?
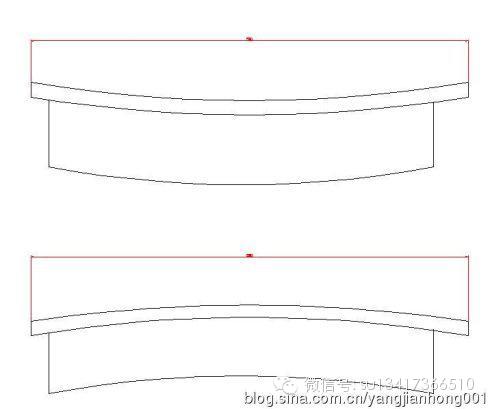
关键是模温,保压选择及切换位置,还以第3集介绍的带垂直长筋的平面的变形为例。
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
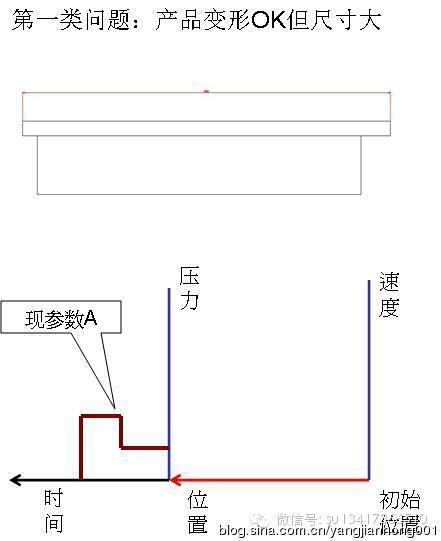
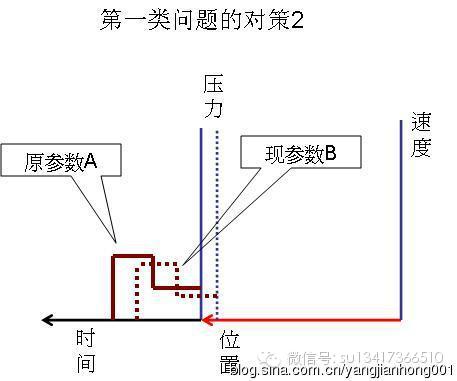
首先,第一类问题:产品变形OK但尺寸大
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
对策1:提高整体模温
对策2:切换位置提前,低压保压1时间稍延长,保压1压力与高保压的保压2时间压力不变
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
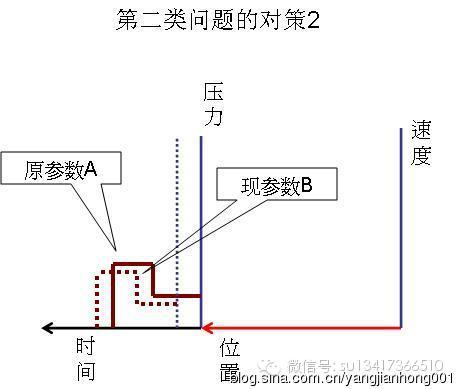
第二类问题:产品变形OK但尺寸小
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
对策1:降低整体模温
对策2:切换位置延后,低压保压1压力提高,高保压的保压2压力也提高。
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
第三类问题:产品马鞍形变形且尺寸大
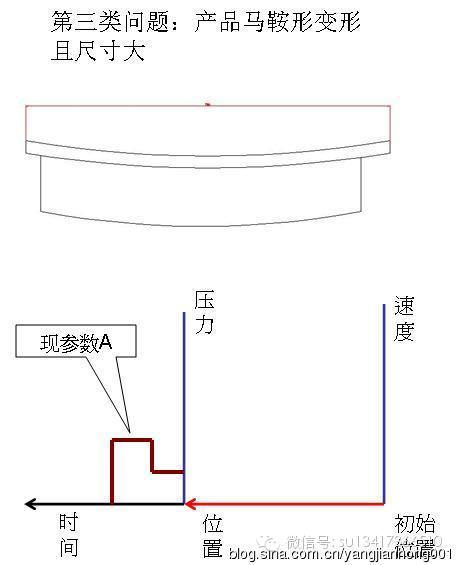 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
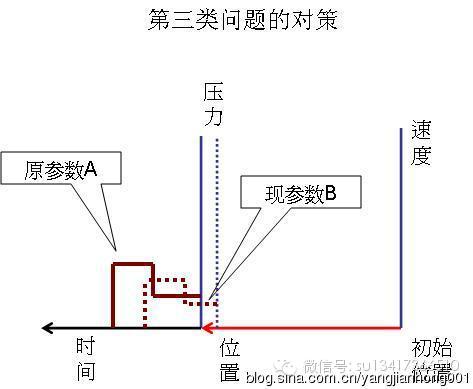
对策:切换位置靠前,保压1时间稍延长,低压的保压1压力减小,高压的保压2压力也减小。
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
第四类问题:产品马鞍形变形且尺寸小
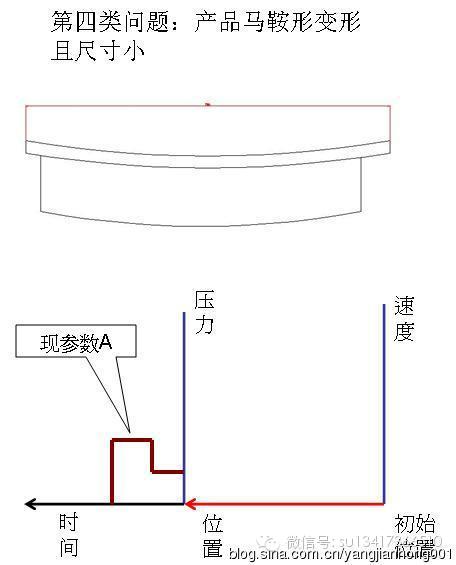 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
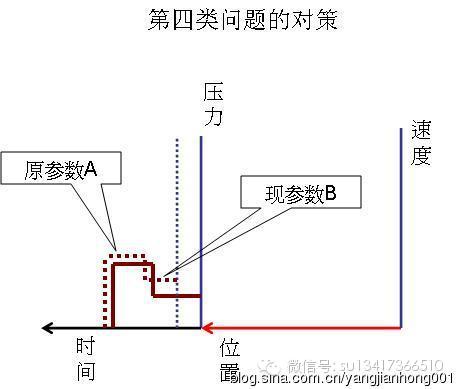
对策:切换位置延后,低压的保压1与高压的保压2压力均提高
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
第五类问题:产品彩虹形变形且尺寸大
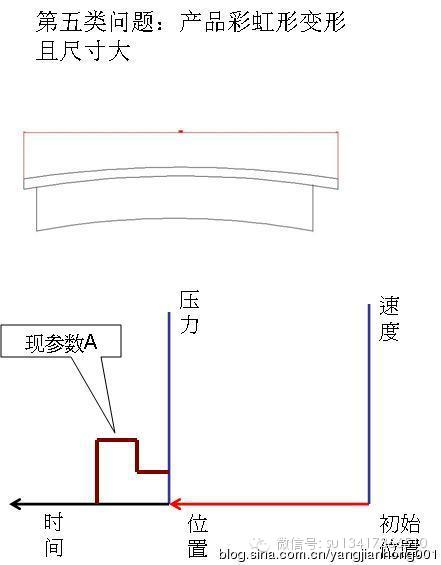 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
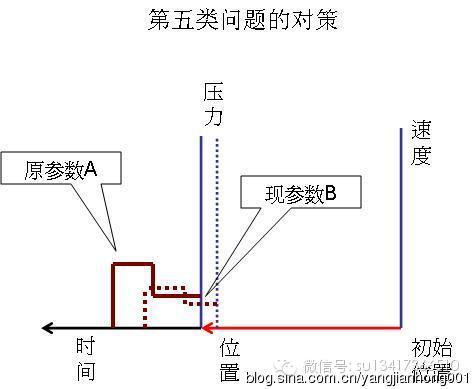
对策:切换位置提前,保压1时间延长,压力降低,高保压的保压2压力降低
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
第六类问题:产品彩虹形变形且尺寸小
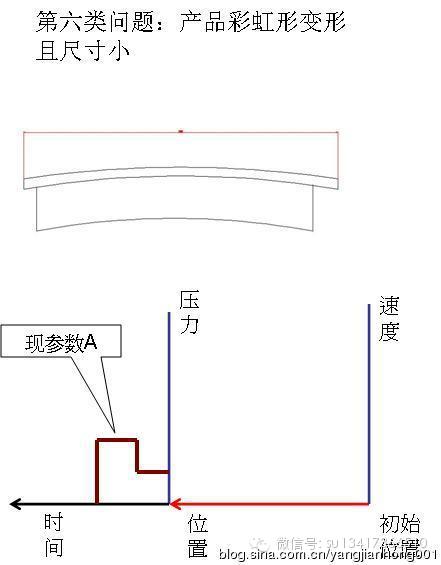 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
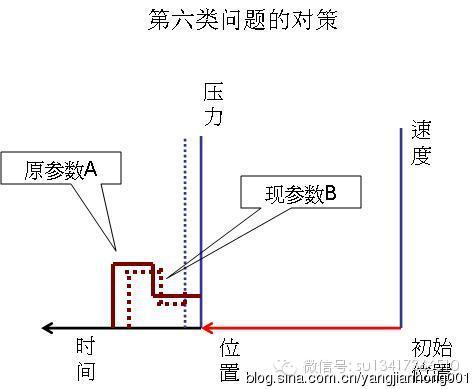
对策:切换位置延后,保压1和保压2的压力均增大
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
要指出的是,上面讲的“切换位置”不是表指的位置而是实际的刚刚填充完毕的位置,大家在生产实践中要慢慢琢磨。
上述变形与尺寸伴生和互克的关系非常复杂。同时鉴于个人经历的原因,很多同仁可能没有碰到过这样的情况,所以对本文章所叙述会暂时不好理解。
注塑这行,越研究发现越博大精深,在此不敢妄自尊大,但有好的东西还是要共享出来。
本节是本系列最后一集,关于变形翘曲,实在意犹未尽,但本系列7集权当抛砖引玉,还希冀同行多多发表高水平的内容并同时对我文予以指正。



