


杨建宏老师谈缺陷 | 箱形结构翘曲(明月为谁弯系列5)
今天“老杨聊技术”为大家介绍注塑成型缺陷之变形翘曲的第四种情况”箱形结构翘曲“的类型。
下图就是箱形的示意图。四周是四面墙,有一个底。

这种产品的模具结构一般是产品留后模,直浇口或者侧浇口,动模型芯成型内部结构+侧抽芯滑块,推板顶出或者吹气顶出。
这种模具结构决定了产品一半的表面积向内,向型芯,因此需要型芯吸收的热量也差不多一半吧,但由于型芯的内闭结构和运水的不易,一般型芯会排热困难导致高温。
同时产品的4面墙在出模后收缩过程中,会往一起拉,但4个角互相支撑,强度很高,拉不动。
这时候的结果就是4面墙的墙头往中间翘曲。
这种翘曲的解决办法就是保证型芯充分的冷却,同时辅助以适当的反变形处理,比如出模后用反变形胎具反变形支撑3~~6个周期的时间。
但型芯冷却问题多多,主要是水路的开设,箱形结构是5面墙,都是封闭的,而凸出的型芯加工水路却非常不容易,很多只有一组水或者没有水,导致无法调整。
箱形变形垂直看就是向内弧度收缩,实际工作中就是影响装配效果,导致装配时候产生缝隙。
下图是刚才在公民模具网站上看到的一个产品变形图,正好符合本题的内容就摘录了过来。
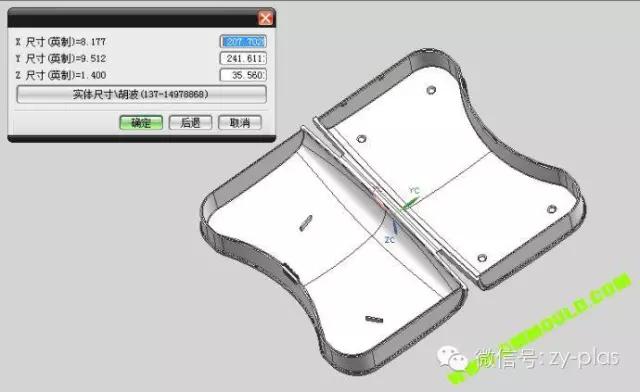
一个类似于文具盒的产品,箱形结构,两扇,上面分别有扣可以互相扣合,但由于产品内翘曲变形,无法扣合。这个翘曲也是这个问题。
上述结构是本题论述的箱形结构的一个例子,实际上箱形结构的产品结构非常多见,了解这个翘曲缺陷还是很有必要的。



