


杨建宏老师谈注塑缺陷零缺陷---1.变形翘曲(明月为谁弯系列)
BY:振业注塑汇
作者:杨建宏

为什么讲变形翘曲缺陷?
1.变形翘曲缺陷在注塑30多种缺陷中最难处理。其他的缺陷从短射到黑纹,从气泡到熔接线,似乎人家都津津乐道,处理起来也是得心应手,但变形翘曲则不然,往往只能用反变形后加工,模具的反变形设计等方法消除。现在的mold-flow软件可以较为精确地模拟计算出短射、缩水、熔接线位置等,但对于翘曲的精确模拟还是差强人意的。
2.业内普遍对变形翘曲缺陷原理及对策不明晰。说不明晰,主要体现在其细致讨论的比较少,往往碰到这里时泛泛而谈或者语焉不详,归结说什么应力呀取向呀等原因,有种讳莫如深的味道。既然原因都搞不清楚,更谈不上精确的解决对策。
3.变形翘曲缺陷的理解有一点点难度。对其的理解需要对塑胶高分子的结构及注塑过程的熔融料变化有深刻了解,所以要一点点理论功底。
4.变形翘曲缺陷原理集中度高。理解通了一通百通,道理比其他常见缺陷来得集中,理解后处理对策可以很快聚焦,不像其他缺陷原因那么发散。
5.最后一点,理解了变形翘曲缺陷后,我们会发现用调节参数可以解决很多此类缺陷,可以省掉很多在后处理和模具设计上的麻烦,降低成本提高效率,在实际工作中益处很大。
本系列的内容在公开资料上市场上找不到,因为研究的人少或者研究者不喜欢张扬。我个恰好是高分子专业+恰好有很多大型模具调试经验+恰好喜欢钻研所以有一点点心得就共享出来,权当抛砖引玉,如有挂一漏万,望各位同仁海涵。
首先要一起回顾一个很基础的图,就是熔融料的在填充时的流动图。
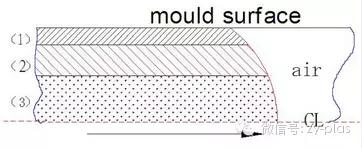
熔融料在模腔里面是做“喷泉流动”。这个过程中它可以分为5层,上图中的CL是熔融料的中心线,上面是模腔面,最靠近模腔面的(1)是冷固层,热的料接触模腔直接冷却,第二层(2)是取向层,剪切力及取向最大,中心的是无规则层,就是热的熔融料,没有取向。
看数据,如果这个产品壁厚2mm,那么在注射过程中,冷固层大约在0.1mm,取向层大约0.2~~0.4mm,中间的无规则层是1~~1.5mm。
模温高,射速快则取向层薄;冷却阶段,上面说的5层都要收缩,但是以无规则层为主。
上面3层主导的缺陷,按照我的理解分别是:
1.冷固层决定光亮度缺陷,麻点缺陷,发亮,等缺陷
2.取向层决定应力开裂缺陷,部分变形缺陷翘曲缺陷。
3.无规则层决定尺寸缺陷,变形翘曲缺陷,缩水及真空泡缺陷,当然还有短射毛边等。



