
 0755-28152581
0755-28152581
振业企业管理咨询,杨建宏,杨建宏注塑,杨氏注塑法,振业注塑汇,振业注塑咨询,振业咨询培训,注塑技术,注塑培训
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>振业观点 >>注塑加工之料筒各加热段的温度设置【振业注塑】
注塑加工之料筒各加热段的温度设置【振业注塑】
注塑成型是一种借助于燥杆或柱塞的椎力,将塑筒中已塑化好的熔融状态塑料注射入已闭合好的模腔内,经冷却定型后取得制品的—种工艺过程。它是通过控制最佳工艺参数来实现的。

料筒各加热段的温度设置
设置精确的温度要经过无数个周期循环才能调整到但。料简内的塑料是由两方向的热量供给使其溶化的。 —方面由外部加热困供热;另—方面由螺杆转动产生的摩擦热供给。因此在设置加热圈的温度时就要根据螺杆的形状、产生的摩擦热一起综合考虑。对于一个注塑机,—个指定的产品及所用的原料还需考虑以下各因素。
1)注塑机的额定最大容量与温度设置的关系
制件注射量超过注射机容量75%,或材料未预热时,厉段温度设置应比中段、前段尚5一10℃,或者相同;占50%一75%时,所有加热带应设置在同—温度;低于50%时,后段温度应比中段,前段低5一15℃。
2)主材料(树脂)及辅料的相互兼顾
料筒温度选择与各种塑料特性有关。无定形塑料料筒末端最高温度,应高于流动温度tf,结晶型塑料应高于熔点tm,但必须低于塑料的分解温度td,故料筒员合适的温度范围应在tf或tm-td之间。tf-td区间狭窄的塑料,控制料筒温度虚偏低些;tf-td区间较宽的可适当高—些。

热敏性塑料如聚甲醛,聚三氟氯乙烯.聚氯乙烯等,除严格控制料筒最高温度外,还应控制塑料在加热料筒中的停留时间。
同一种塑料,由于来源或牌号不同,其tf和td有一定差别。严均分子员高,分子量分布较窄的塑料,熔体指数偏高;平均分子量低,分布又较宽的,熔体指数偏低。为了获得适宜的流动性,前者较后者应适当提高料简温度。
使用螺杆式注塑机可比柱塞式的料筒温度低10一20℃。
在设置料筒温度时还应考虑除主料外的一切浦料的相互关系。当有着色剂时应尽量采用较低的温度,保※其颜色的鲜艳:当塑料的粘度较高,以及经玻璃纤维增强的塑料,料筒的温度范围应选上限。
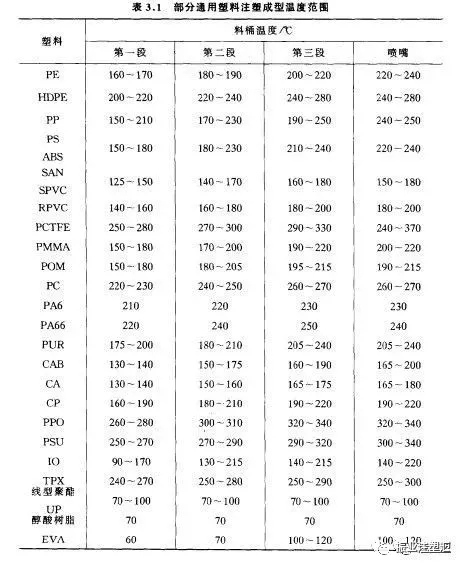
表3.1列出了通用塑料注塑成型温度范围。
3)模具及制品形状的影响
选择料筒温度应结合制品及模具的结构特点。薄壁制件应比厚壁制件选择高一些温度。若制件形状复杂或带嵌件,应选择高一些的温度。模具中主流迫和支流道长及冷料穴小,也要提高一定温度

我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!

--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581

振业注塑汇
海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!
