
 0755-28152581
0755-28152581
振业企业管理咨询,杨建宏,杨建宏注塑,杨氏注塑法,振业注塑汇,振业注塑咨询,振业咨询培训,注塑技术,注塑培训
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>注塑缺陷~龟裂 预防办法!!!
注塑缺陷~龟裂 预防办法!!!
龟裂是常见注塑缺陷之一,这种注塑缺陷主要影响产品性能其次影响产品外观。什么原因呢?如何预防呢?下面你内容是个普遍性的粗浅的论述。
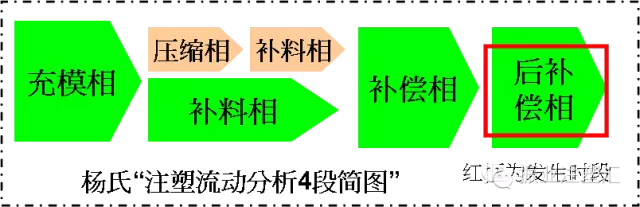
从上面图里可以看出,注塑缺陷~龟裂发生在后补偿相这个时间段,但原因没那么简单。其原因主要4大类。
1) 充填及补料引起的内应力;
在这2段的内应力会引起龟裂,这种情况下缺陷多发生在转角、锐角及厚薄壁交接处。

解决方法:
如果龟裂最主要产生在直浇口根部附近,则可考虑改用多点分布点浇口、侧浇口及柄形浇口方式。
在保证树脂不分解、不劣化的前提下,适当提高树脂温度可以降低熔融粘度,提高流动性,同时也可以降低注射压力,以减小应力。
一般情况下,模温较低时容易产生应力,应适当提高温度。但当注射速度较高时,即使模温低一些,也可减低应力的产生。
注射和保压时间过长也会产生应力,将其适当缩短较好。
刚性强的树脂,如 AS树脂、GPPS树脂等对内应力的承受力较弱,应予以注意。
2) 金属包裹引起的内应力;

在注射成型的同时嵌入金属件时,最容易产生应力,而且容易在经过一段时间后才产生龟裂,危害极大。
主要是由于金属和树脂的热膨胀系数相差悬殊产生应力(约5~~10倍),而且随着时间的推移,应力超过树脂材料的屈服强度而产生裂纹。
为预防由此产生的注塑缺陷龟裂,一般在模具设计中,塑料厚度至少要大于1.5倍的金属直径。另外玻璃纤维增强树脂材料的热膨胀系数较小,与金属嵌件差异小,比较适合嵌入工艺的材料。另外,成型前对金属嵌件进行预热,也具有较好的效果。
3) 脱模的机械外力;
脱模时,由于脱模斜度小、模具型胶及凸模粗糙等原因,使推出力过大,产生应力,有时甚至在推出杆周围产生白化或破裂现象。只要仔细观察龟裂产生的位置,即可确定原因并制定相关对策。
4) 其他原因;
包装不合适会引起龟裂;
搬运及储藏不当会引起上述问题;
接触化学药品、溶剂等会引起内应力诱导开裂,这也是成型后注塑缺陷龟裂的原因之一,要注意。
by 振业注塑汇

