
 0755-28152581
0755-28152581
振业企业管理咨询,杨建宏,杨建宏注塑,杨氏注塑法,振业注塑汇,振业注塑咨询,振业咨询培训,注塑技术,注塑培训
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>4阶段了解清楚螺杆式注塑机!
4阶段了解清楚螺杆式注塑机!
振业注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
专注注塑工厂降本增效改善:杨建宏
第一阶段: 注射
螺杆在油缸的驱动下向前运动

2.螺杆前部有一个称为“止逆环”的元件,“止逆环”(Check Ring)的外圈与“料筒”的内径相同,而内径则大于螺杆相应部位的直径。所以“止逆环”可以在一定区域内前后自由活动。
当螺杆向前时,由于前段塑料产生的反作用力,“止逆环”受到一个向后的推力,开始向后运动。
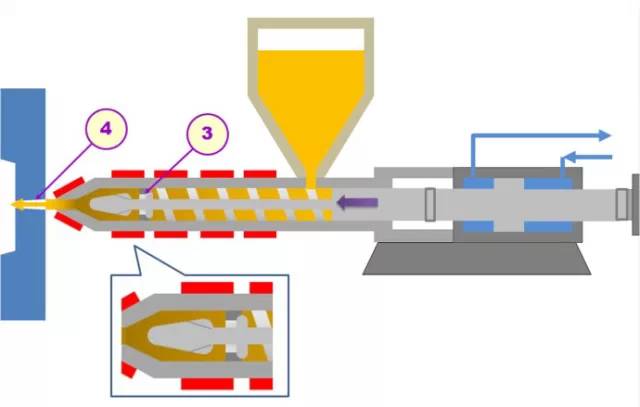 3.螺杆肩是“止逆环”向后的运动的限位,当“止逆环”与螺杆肩接触后,便开始跟随螺杆一起向前运动。此时“止逆环”内孔与螺杆肩合二为一,整个螺杆头部成为一个类似“活塞”的装置。
3.螺杆肩是“止逆环”向后的运动的限位,当“止逆环”与螺杆肩接触后,便开始跟随螺杆一起向前运动。此时“止逆环”内孔与螺杆肩合二为一,整个螺杆头部成为一个类似“活塞”的装置。
4.整个螺杆继续向前,由于没有后退的间隙,料筒内的原料在压力的作用下,便从喷嘴中射出,被注入模腔。(这个过程与其它的注射原理一样)
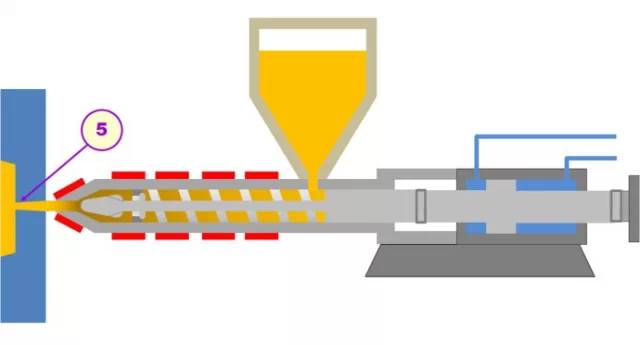 第二阶段:保压、成型阶段
第二阶段:保压、成型阶段
5. 当整个模腔被注满后,注塑机收到压力增大的反馈,便停止加压,此时压力会保持一段时间,称为“保压”,“保压”主要用于补偿模腔内,由于塑料冷却收缩而减少的体积。
当塑料完全冷却后,模腔内的塑料便硬化定型,塑料成型过程结束。
 第三阶段:预塑
第三阶段:预塑
6. 当模腔内口部的塑料硬化成型后,“注射系统”后部马达开始旋转,“料筒”内的原料在“螺杆”的带动下向前运动。(这一过程的工作原理,类似于“绞肉机”)
7. 向前运动的原料,此时对“止逆环”产生了一个向前的推力。于是“止逆环”与螺杆肩分离,开始向前运动。
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)

8.向前运动的“止逆环”直到与“螺杆头”接触后停止。与螺杆肩不同,“螺杆头”的设计有些特殊,一般在四个方向上开有半圆形的槽,于是“止逆环”的内孔与这些槽就形成了一个通道。 被螺杆推送向前的料,便经过这个通道,继续向前行进。
9. 原料在螺杆旋转的作用下不断向前,由于模腔内的产品还未被取出,所以原料无法继续前行进入模腔。于是不断向前的原料便在“料筒”的前端聚集,这一过程必然带来前端压力的上升,从而给螺杆带来一个向后的推动力。
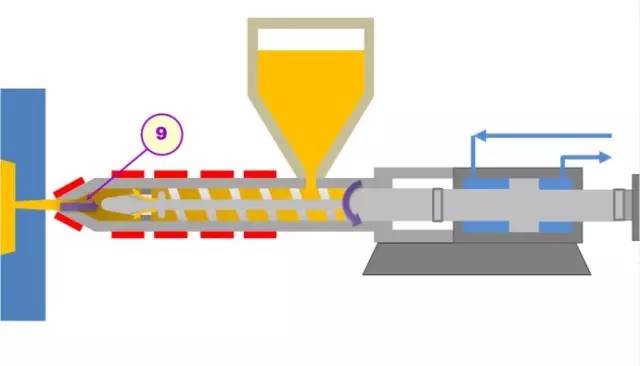 当这一推动力大于液压系统内所设定的最小压力(称为“背压”),螺杆便开始向后运动。直到后退至事先设定的位置(前端准备了足够注射的原料),马达停止带动螺杆的转动,原料不再向前,“预塑”完成。
当这一推动力大于液压系统内所设定的最小压力(称为“背压”),螺杆便开始向后运动。直到后退至事先设定的位置(前端准备了足够注射的原料),马达停止带动螺杆的转动,原料不再向前,“预塑”完成。
“预塑”就是准备注射所用原料的过程,这一过程在产品冷却的同时进行,“预塑”完成后产品的完全冷却也同时完成。
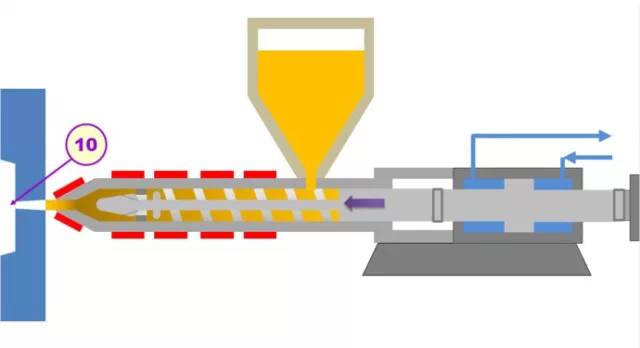
第四阶段:产品取出
10. 产品冷却完成后,便从模腔中取出。料筒的前部也准备了足够的料,等待下一次注射的开始。
这些就是螺杆式注塑单元的工作过程,我们通常将整个过程称为“注塑工艺周期”,整个工艺周期所用的时间,称为“周期时间”(Cycle Time)。
“周期时间”对生产具有的非常的意义,尤其预示着生产效率的高低(当周期短时,单位时间内的生产数量就多),因而企业在实际生产中,会想要千方百计地缩短“周期时间”(大部分是在满足质量情况下)

我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581
振业注塑汇海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!
