
 0755-28152581
0755-28152581
振业企业管理咨询,杨建宏,杨建宏注塑,杨氏注塑法,振业注塑汇,振业注塑咨询,振业咨询培训,注塑技术,注塑培训
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>文库精粹 >>氮气辅助中空注塑技术(上)
氮气辅助中空注塑技术(上)
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
感谢注塑汇的粉丝朋友杨庚冬供稿,我们在提倡原创的同时也力求文章的真实与实用性,希望有更多注塑爱好者加入进来,一起聊聊注塑的那些事儿······
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
气辅助中空注塑是一种比较少用的注塑工艺,已发展几十年了,因为比较少用,偏门,所以很多注塑同行的伙伴对它并不认识,觉得它很新奇,很深奥。
其实这门技术经过几十年的发展,已经很普遍了,像修注塑机电路板一样,20年前,很高新,很深奥,现在,很多人懂了,便属于大街技术了。笔者2000年时在深圳国营家电厂接触了中空注塑,那时的25寸以上的彩电面壳全是氮气中空注塑出来的。
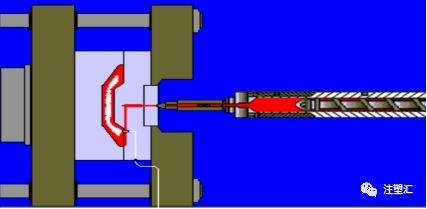
它的工作原理:洁净气源经气体控制器按气体压力,时间,速率把经过高压压缩的氮气配合注塑机参数条件注入模具型腔内熔融塑料当中,使塑件内部膨胀而造成中空,气体沿着阻力最小方向流向制品的低压和高温区域。
当气体在制品中流动时,它通过置换熔融的塑料而掏空厚壁截面,当填充过程完成以后,由气体继续提供保压压力,解决塑料冷却过程中塑胶收缩的问题,最后得到制品。
氮气辅助中空注塑有那些优点呢:
氮气辅助中空注塑系统由四个部分组成:
一、洁净度99.99%的氮气来源部分:
1、瓶装液氮气源,这个适合小型,氮气注塑机台少,中空注塑订单少的工厂使用。瓶装氮气需外购,氮气成本很高,需频繁换气,氮气气源浪费很大,
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
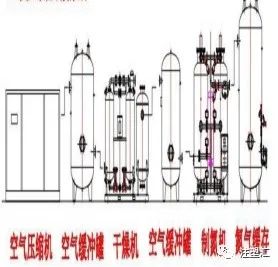
2、氮气制造机组,这设备全自动运作,氮气作为空气中含量最丰富的气体,取之不竭,用之不尽。杜绝了人为换气操作失误,而造成瓶装气浪费。开始投入设备成本高些,但后期气源无成本,只需支出设备维护费.适合大型,氮气注塑机台多,中空注塑订单多的工厂使用。
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
二、氮气增压部分:
纯度为99.99%以上的洁净氮气源经增压机升压到140bar--350bar的高压状态。生产厚胶位的产品需要的氮气压力不高,一般为140bar--200bar.如冰箱把手,汽车乘客把手,椅子扶手,高尔夫球棒杆,器具手柄,篮球篮板等等。一些电器配件壳,如缓冲器仪表,光驱托盘,电视机外壳,医疗器械外壳,电脑外壳,打印机控制面板,则需140bar--350bar的高压氮气才能成型。
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
三、氮气控制部分:
这部分是工艺调较的重点,一般是4--6段压力,时间,速度的参数。控制器与注塑机的射胶讯号联接,相同步。延迟氮气吹气开始动作时间是根椐注塑机射满模具型腔的90%左右的注射动作时间而定的。
动作原理:
工艺要点:
四、氮气注入部分
这部分主要是模具进气针要精度高,不可漏气,排气畅顺。其余问题是模具问题,这里不讲解了.
氮气中空注塑其实并不难,它对注塑机的要求不高,只是对气辅管道,气辅设备有高达400bar压力的要求,再加上气辅产品在注塑配件行业内属于小偏门,产品用量少,大家便觉得物以稀为贵了。
调机时要参考授控气辅参数,细节需技术人员按现实情况应变了。
下篇讲解中空产品缺陷觖决,谢谢各位关注!
杨庚冬
2020年3月21日
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
 点击添加图片描述(最多60个字)编辑
点击添加图片描述(最多60个字)编辑
--- THE END ---
振业注塑 zy-plas
振业注塑|专注于塑料行业服务
免费咨询:0755-28152581 / TEL:181 2642 3515
