
 0755-28152581
0755-28152581
振业企业管理咨询,杨建宏,杨建宏注塑,杨氏注塑法,振业注塑汇,振业注塑咨询,振业咨询培训,注塑技术,注塑培训
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510

首页 >> 振业文库 >>振业观点 >>杨建宏 | 注塑模具型腔压力技术如何运用?(杨氏注塑法)
杨建宏 | 注塑模具型腔压力技术如何运用?(杨氏注塑法)
大数据时代下,模具业越来越科技化,注塑模具型腔压力技术就是这样一个让人赞叹的结合品。

来源:振业注塑汇
作者:杨建宏
注塑中的型腔压力技术是近些年来开始广泛流行的一种注塑生产控制技术,那什么是型腔压力技术,它有什么好处呢?我们振业注塑汇特意编辑了些数据供大家参考。
我们在生产中会遇到下列问题:注塑加工多型腔模具时候,可能会碰到堵模穴问题怎么办?
比如下面的连接器生产非常精密不可以出现质量波动,现在是1模8穴,如果有1模填充慢了,怎么监测呢?要知道连接器的生产周期不到10秒,一个小时的产量超过6000pcs,这么大量的注塑生产显然无法细致全检。但连接器产品不允许尺寸波动,怎么办?

这时候用型腔压力技术就很合适了,这种技术可以通过及时监测每一个CAV的压力来避免生产后的品质和尺寸问题。
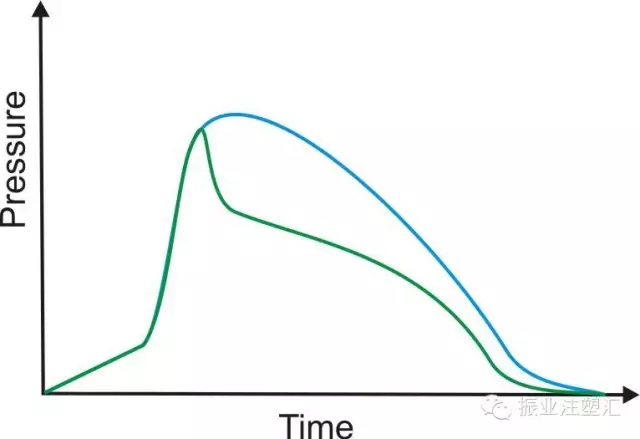
以上图为例,兰色的曲线是设定的正常生产的压力曲线,而蓝色的曲线是实际压力曲线,如果2条线重合或近似,说明生产正常的。但现在绿色的线偏离了预先设定的蓝色的线,说明压力出现的波动,这次注塑生产会出问题。
所以机器报警。这就是型腔压力监测技术的应用,这不就是大数据在工业里的应用吗?
说回来,型腔压力技术,是通过监控型腔内部压力、注射油缸压力及螺杆位置和速度这几个关键工艺变量,来全面反应塑料制品品质问题的。在型腔、注射油缸及螺杆上安装传感器,用数据采集系统采集并处理这些数据,最终以曲线图的形式显示在屏幕上,供分析应用。
就目前的型腔压力技术来说,主要应用在以下几个方面:
1. 问题诊断,运用型腔压力技术,分析工艺缺陷及模具、注塑机问题,改善制品品质;
2. 品质监控,运用型腔压力技术,进行塑料制品品质监控,实现100%合格品的品质保证;
3. 工艺控制,运用型腔压力技术,进行工艺控制,提高控制精度,降低不良率。
4. 自动化生产,运用型腔压力技术,以品质监控为基础进而拓展,实现无人化自动生产,降低生产成本。
注射成型工艺曲线就是成型工艺的“心电图”,从工艺曲线的周期图中,可以完整的观察到工艺过程各个阶段在型腔内部和注塑机内部的情况。解读工艺曲线,是型腔压力技术应用的基础。只有读懂这个“心电图”,才能更深入应用型腔压力技术
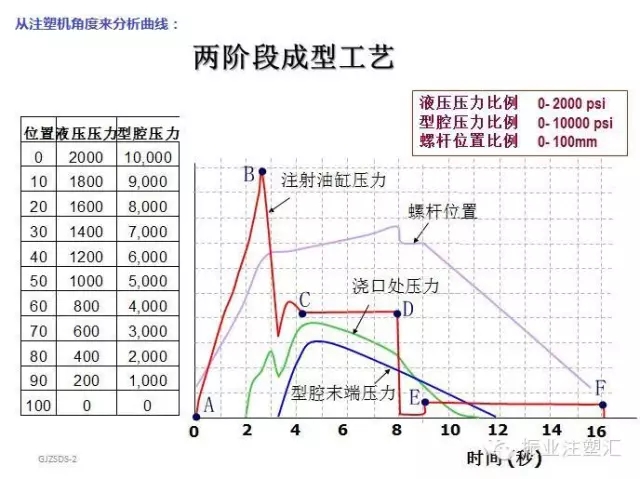
一.从注塑机角度分析
要分析注塑机动作,那我们就要看注塑机相关的曲线——注射压力曲线和螺杆位置曲线:
Ø A到B点对应时间内:随着螺杆快速向前移动,注射油缸压力迅速升高。在这个过程中,注塑机在做填充动作。其中B点为注射压力峰值,B点对应螺杆位置为注塑机上设定的保压切换位置。
Ø C到D点对应时间内:油缸压力持续不变,注塑机在做保压动作。C或D点的压力值,就是注塑机上设定的保压压力。
Ø E到F点对应时间内:螺杆受前端塑料挤压,匀速退回,油缸压力很小并保持不变,注塑机做溶胶动作。E或F点的压力值,就是注塑机上设定的背压压力。
Ø B到C点对应时间:注射压力从高压突然降低,注塑机做保压切换动作。
Ø D到E点对应时间内:注塑机油压系统快速泄压,螺杆前端塑料压力挤压螺杆反弹。D到E的时间为设定的溶胶延时时间。
二.从型腔的角度分析:
Ø 0到A点:0点注塑机开始填充,A点塑料才流进型腔,所以0到A点,塑料在填充流道。
Ø A到B点:A点是塑料刚穿过浇口的时候,B点是塑料刚走满型腔的时候。那么A到B点就是填充型腔的过程。
Ø B到D点:塑料走满型腔后,继续有塑料被挤进型腔,使型腔内部压力持续上升。C点为浇口处压力峰值,D点为型腔末端压力峰值,B到D就是补缩型腔的过程,B到D点型腔压力曲线的斜率就是补缩速率。
Ø C到E点:E点为注塑机保压结束点。C到E点就是型腔的保压阶段,C到E的时间是为了等待浇口冻结。
Ø D到F点:随着塑料逐渐冷却,型腔压力慢慢降低,D点到F点型腔压力曲线的斜率就是冷却速率。
Ø G点:切换点。切换保压后炮筒内塑料压力迅速降低,压力传递后,型腔压力也会迅速降低。造成浇口处压力曲线产生波峰(G点)。
Ø H点:型腔填满点。在G点切换后,进入慢速补缩,型腔压力下降,等塑料填满型腔后,型腔压力又开始继续上升。从而浇口处压力曲线上出现H点,即型腔填满点。
型腔压力技术水平的提升,需要理论结合实际,多多实践。如果对型腔压力技术及其应用感兴趣的话,请致电振业注塑汇了解资料。
往 ・ 期 ・ 精 ・ 选
(点击下方题目即可阅读)
我们擅长:
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
--- THE END ---
精益注塑 zy-plas
精益注塑|专注于塑料行业服务
助力工厂改善致电:0755-28152581
振业注塑汇
海量的注塑干货,供您任意学习分享,注塑实战实例最多的公众号!

更多原创文章,请关注微信公众号:振业注塑汇
深圳注塑 www.szhenye.com 振业注塑 www.szhenye.com 杨建宏博客 http://blog.sina.com.cn/yangjianhong001
