
 0755-28152581
0755-28152581
注塑技术培训_塑胶模具工艺_塑料注塑-振业塑胶注塑
联系方式:
公司总部:深圳市宝安区龙华街 道梅龙大道862号9座
客服电话:0755-28152581
联系电话:18126423515
15914080102
服务时间:8:30-21:00
电子邮件:szhenye@126.com
佛山分公司
地址:佛山市顺德区大良镇环市 北路76号601
电话:13417366510
杨建宏老师谈注塑缺陷2:“平面结构”翘曲的类型(明月为谁弯系列)
注塑成型中产品变形翘曲种类很多,老杨讲技术系列为大家介绍最常见同时便于定性解释的6种,
1.简单平面结构翘曲的类型
2.带垂直加强筋的长条平面翘曲的类型
3.带垂直加强筋的方形平面翘曲的类型
4.箱型结构翘曲的类型
5.浇口附近几大类翘曲的类型
6.翘曲与其他注塑缺陷干涉时的对策
今天介绍第一类
简单平面结构翘曲的类型
简单平面指的是没有很多加强设计的一个简单的平面,如果有一些弯曲边缘或有Boss结构或碰穿孔等都属于这类结构。
简单平面变形翘曲很多见,主要是因为它没有加强设计,导致一个大的平面本身是不很稳定的。
这类结构的变形翘曲遵循原则:主要与模温有关,平面向模温高的一侧呈马鞍型变形。同时保压压力的增长有助于缓和变形。
下图是平面的横截面图。可以看到被模具包裹的塑胶产品在填充过程中分为5层。
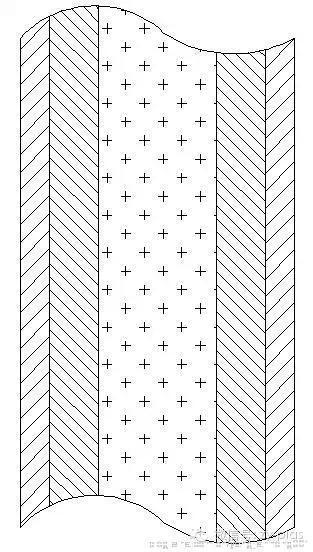
如图:表面是冷固层,往里是取向层,中间是无规则层,这以前都说过。
当两侧模温相同时候,两侧的冷固层及取向层厚度也是相同,在冷却阶段,发生了2个作用:
第一是取向层从“取向“到“非取向”的应力收缩过程。
第二是无规则层3维度的全面收缩。
上面的两个作用都让产品纵向/横向收缩的趋势,但两侧的收缩量是相等的,所以平面没有突出的变化。
若是保压足够,产品强度足够强,产品就很难有什么大的变形,但若是模具两边温度不同,就会出现下面的结果,见图:
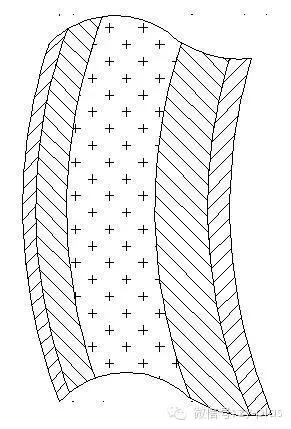
可以理解的是,模具热的一侧,熔融料填充过程中的冷固层和取向层都相对厚于模具冷的一层,同时无规则层总体上偏向于模具热的一侧。这导致2个结果
1. 模具热的一侧取向层收缩力度相对更大。
2.无规则层的整体收缩偏向模具热的一侧。
产品各处的收缩是不同的,在横截面上看,表面收缩小而中间芯部收缩大,当外皮被芯部收缩拉拽时,这个拉力的中心线偏向了模具热的一侧,所以产品向模具热的一侧弯曲以适应这种拉力,两侧模温差别越大,弯曲越明显。
但当保压充分时候,芯部的收缩小,同时冷固层和取向层的强度高,所以弯曲就不明显。
这就是简单平面变形翘曲的基本道理,请期待“老杨聊技术”之带垂直加强筋的长条平面翘曲的类型。

